![7 Běžné závady v barvených hliníkových cívkách a tipy, jak jim předcházet]()
Kvalita hraje zásadní roli ve výkonu barevně potažených hliníkových cívek napříč průmyslovými odvětvími, jako je stavebnictví, automobilový průmysl a obaly. Často se setkáte s několika závadami, které mohou ovlivnit spolehlivost cívky. Mezi nejčastější problémové oblasti patří:
Povrchové škrábance
Barevný rozdíl
Špatná přilnavost
Pinholes
Okrajová vlna
Nízký lesk
Delaminace a zvlnění
Yuqi Metal používá opatření pro zajištění kvality a testování zajištění kvality, aby dodalo prémiové cívky. Abyste předešli závadám během výroby a manipulace, můžete se řídit opatřeními pro používání barevně potažených hliníkových cívek.
Klíčové věci
Při manipulaci a skladování může dojít k poškrábání povrchu. S cívkami vždy zacházejte opatrně, abyste zabránili poškození.
Barevné rozdíly mohou ovlivnit kvalitu produktu. Používejte konzistentní suroviny a pečlivě sledujte proces lakování.
Špatná přilnavost vede k odlupování a odlupování. Zajistěte správnou přípravu povrchu a použijte kompatibilní nátěry.
Dírky jsou drobné vady, které mohou narušit povlak. Udržujte čisté výrobní prostředí, abyste minimalizovali nečistoty.
Okrajová vlna ovlivňuje použitelnost cívky. Kontrolujte napětí během výroby, abyste udrželi cívky ploché a zabránili deformaci.
Nízký lesk snižuje vizuální přitažlivost. Povrchy dobře připravte a sledujte kvalitu nátěru, abyste zachovali lesk.
Delaminace a zvlnění mohou ovlivnit výkon. Zaměřte se na parametry přilnavosti a odvalování, abyste těmto defektům zabránili.
Rozhodující jsou pravidelné kontroly. Před použitím zkontrolujte cívky, zda nemají vady, abyste zajistili vysokou kvalitu a spolehlivost.
Povrchové škrábance
![Povrchové škrábance]()
Přehled závad
Povrchové škrábance představují jednu z nejčastějších vad, se kterou se můžete setkat barevně potažené hliníkové cívky . Tyto škrábance se mohou objevit v jakékoli fázi, od výroby až po manipulaci a skladování. Často jsou důsledkem kontaktu s vybavením, nesprávným stohováním nebo neopatrným pohybem. Povrchové škrábance ovlivňují nejen vzhled, ale mohou také narušit ochranný povlak, což vede k dalším defektům kovového substrátu a potenciální korozi. Chcete-li zachovat kvalitu a životnost hliníkové cívky, musíte tento problém vyřešit včas.
Příčina |
Popis |
Tření s vodítky nebo vybavením |
K tomu dochází během zpracování, což vede k poškození povrchu. |
Nesouosost vrstev během žíhání |
Nesprávné vyrovnání může způsobit škrábance při odvíjení. |
Nesprávná manipulace při dokončování |
Chyby při manipulaci mohou mít za následek poškrábání během balení. |
Identifikace
Povrchové škrábance můžete identifikovat vizuální kontrolou cívky, zda neobsahuje čáry, značky nebo drážky, které se liší od zamýšlené povrchové úpravy. Tyto škrábance se mohou jevit jako mělké nebo hluboké stopy v závislosti na závažnosti poškození. Pokud si všimnete podezření na závadu, zkontrolujte, zda v povlaku nebo odkrytém kovu nejsou nepravidelnosti. Škrábance často probíhají paralelně se směrem cívky, což usnadňuje jejich rozpoznání během rutinních kontrol. Pravidelné kontroly vám pomohou zachytit závady dříve, než povedou k závažnějším problémům.
Prevence
Zacházení
Tip: S hliníkovými cívkami vždy zacházejte opatrně, abyste předešli náhodnému poškození.
Vady můžete minimalizovat dodržováním osvědčených postupů během skladování a přepravy:
Před zabalením se ujistěte, že hliníkové cívky jsou čisté a bez nečistot nebo úlomků, aby se zabránilo oděru během přepravy.
Cívky pevně zabalte strečovou fólií, abyste je chránili před prachem, vlhkostí a dalšími faktory prostředí.
Umístěte zabalené svitky na pevné, bezchybné palety pro rovnoměrné rozložení hmotnosti.
Na paletovaném nákladu používejte chrániče rohů, abyste zabránili poškození okrajů svitků během manipulace a přepravy.
Uchovávejte svinutý pásek v původním obalu, dokud jej nebudete potřebovat.
Zajistěte, aby byly cívky pevně přepásány, pokud je skladujete vedle sebe, abyste zabránili poškrábání.
Skladujte na vyhřívaném místě s kontrolovanou vlhkostí, aby se minimalizovalo riziko vodních skvrn.
Yuqi Metal doporučuje skladovat cívky v čistém a suchém prostředí a používat správné zvedací zařízení. Měli byste se vyhnout stohování cívek přímo na sebe. Pravidelné kontroly vám pomohou včas odhalit závady a udržet kvalitu cívky.
Péče o zařízení
Správná údržba zařízení hraje klíčovou roli v prevenci poškrábání povrchu. Zkontrolujte vodítka, válečky a dopravníky, zda nejsou opotřebené nebo ostré. Poškozené díly ihned vyměňte, aby nedošlo k poškrábání během zpracování. Vrstvy během žíhání správně zarovnejte, abyste zabránili nesprávnému vyrovnání a snížili riziko poškození. Yuqi Metal dodržuje přísné normy kvality a rutinní kontroly zařízení, aby se zajistilo, že cívky zůstanou bez závad. Podobné postupy můžete použít k ochraně svých cívek a prodloužení jejich životnosti.
Barevný rozdíl
![Barevný rozdíl]()
Přehled závad
Barevný rozdíl je běžnou vadou, kterou si můžete všimnout u barevně potažených hliníkových cívek. K tomuto problému dochází, když se barva povlaku jeví nerovnoměrná nebo nekonzistentní na povrchu cívky. Tento problém můžete vidět jako skvrny, pruhy nebo posuny ve stínu. Barevný rozdíl může ovlivnit vizuální přitažlivost a vnímanou kvalitu vašeho hotového produktu. Často je důsledkem změn surovin, nekonzistentní tloušťky povlaku nebo změn podmínek procesu. Pokud nebudete řešit barevnou odlišnost, může to vést ke stížnostem zákazníků a snížit hodnotu vašeho produktu.
Identifikace
Barevný rozdíl můžete identifikovat porovnáním povrchu cívky při konzistentním osvětlení. Hledejte oblasti, kde se barva jeví světlejší, tmavší nebo odlišná od standardu. Můžete také použít průmyslové standardy a nástroje k měření a potvrzení konzistence barev. Následující tabulka uvádí některé z nejpoužívanějších standardů pro identifikaci barevných rozdílů a souvisejících defektů u barevně potažených hliníkových cívek:
Norma |
Popis |
ECCA T3 |
Barevný rozsah pro barevně lakované hliníkové cívky |
ECCA T2 |
Specifikace stupně lesku |
ECCA T1 |
Požadavky na tloušťku povlaku |
ECCA T4 |
Normy tvrdosti tužky |
ASTM D3359 |
Metoda testování adheze |
ASTM D2794 |
Metoda testování odolnosti proti nárazu |
GB/T17748 |
Metoda testování odolnosti vůči varu |
ASTM D2248 |
Metoda testování odolnosti vůči rozpouštědlům |
ASTM D1308 |
Metoda testování odolnosti proti kyselinám |
Pokud najdete podezřelou vadu, porovnejte cívku s referenčním vzorkem nebo použijte spektrofotometr pro přesné měření.
Bezpečnostní opatření pro používání barevně potažených hliníkových cívek
Materiálová konzistence
Barevným rozdílům můžete zabránit výběrem konzistentních surovin. Kdykoli je to možné, vybírejte hliníkové cívky ze stejné šarže a dodavatele. Yuqi Metal nabízí širokou škálu typů slitin a povrchových úprav, což vám pomůže minimalizovat barevné odchylky. Použitím cívek s podobným chemickým složením a povrchovou úpravou snižujete riziko nesouladu barev. Před zahájením výroby vždy zkontrolujte číslo šarže a typ povrchové úpravy.
Řízení procesu
Řízení procesu hraje klíčovou roli při zamezení rozdílu barev. Měli byste sledovat každý krok procesu lakování. Inline systémy pro měření barev mohou vyhodnotit kvalitu barev v celé cívce. Inline spektrofotometr ERX145 měří barvu na horkých površích a zohledňuje změny teploty. Zpětná vazba v reálném čase umožňuje provádět okamžité úpravy a udržovat konzistenci barev.
Chcete-li dále snížit vady, věnujte pozornost těmto faktorům procesu:
Tloušťka anodického povlaku
Typ procesu eloxování (jako je 2-kroková nebo integrální barva)
Typ roztoku a koncentrace
Teplota roztoku
Typ použitého leptu
Čas strávený v každém kroku procesu
Velikost nákladu a způsob regálu
Kolísání proudové hustoty
Tip: Pravidelně kalibrujte své měřicí nástroje a veďte podrobné záznamy procesních parametrů. To vám pomůže rychle vysledovat a opravit jakýkoli barevný rozdíl.
Dodržováním těchto opatření můžete zachovat vysokou kvalitu a vyhnout se defektům kovového substrátu způsobeným barevnou nekonzistencí vašich barevně potažených hliníkových cívek.
Špatná přilnavost
Přehled závad
Špatná adheze vystupuje jako kritická vada u barevně potažených hliníkových cívek. Můžete si všimnout, že povlak se nedaří správně přilnout k hliníkovému povrchu. Tento problém může vést k loupání, odlupování nebo tvorbě puchýřů. Když se povlak oddělí, cívka se stane náchylnou k poškození prostředím. Špatná přilnavost je často důsledkem nesprávné přípravy povrchu, znečištění nebo nesprávných metod aplikace. Tuto vadu musíte vyřešit, abyste zachovali kvalitu a trvanlivost svého produktu. Pokud budete ignorovat špatnou přilnavost, riskujete vystavení cívky korozi a jiným defektům kovového substrátu.
Identifikace
Špatnou přilnavost poznáte tak, že zkontrolujete cívku, zda nevykazuje známky odlupování nebo odlupování. Pro kontrolu přilnavosti filmu použijte jednoduchý test pásky. Na natřený povrch nalepte lepicí pásku a prudce ji stáhněte. Pokud se povlak zvedne nebo praskne, máte jasnou známku vadného kovu. Hledejte bubliny, puchýře nebo oblasti, kde se povlak zdá uvolněný. Tyto vady signalizují, že vazba mezi povlakem a hliníkem je slabá. Pravidelná kontrola vám pomůže tuto závadu včas zachytit a zabránit dalším škodám.
Tip: Před použitím barevně potažených hliníkových cívek ve svém projektu vždy zkontrolujte, zda nejsou viditelné známky oddělení nebo puchýřů.
Prevence
Předúprava
Špatné přilnavosti můžete předejít pečlivou přípravou hliníkového povrchu. Čistý a hladký povrch je nezbytný pro přilnavost nátěru. Zkontrolujte povrch, zda neobsahuje vady, jako jsou škrábance, důlky nebo zbytky oleje. Odstraňte všechny nečistoty pomocí vhodných čisticích metod. Mnoho výrobců nyní používá prostředky pro předúpravu bez obsahu chromanů a fosfátů. Tyto možnosti šetrné k životnímu prostředí poskytují odolnost proti korozi ekvivalentní tradičním nátěrům. Volbou těchto pokročilých předúprav chráníte cívku i životní prostředí.
Před aplikací jakéhokoli nátěru hliník důkladně očistěte.
Zkontrolujte vady a opravte případné škrábance nebo důlky.
Pro lepší odolnost proti korozi použijte bezchromátové nebo bezfosfátové předúpravy.
Proces potahování
Proces potahování hraje hlavní roli v prevenci špatné adheze. Nátěr musíte nanést rovnoměrně a ve správné tloušťce. Během aplikace sledujte teplotu a vlhkost. Tyto faktory ovlivňují, jak dobře se povlak váže k hliníku. Používejte vysoce kvalitní barvy a dodržujte pokyny výrobce. Yuqi Metal doporučuje pravidelné kontroly procesu, aby byly zajištěny konzistentní výsledky. Měli byste také zkalibrovat své zařízení a udržovat správnou rychlost aplikace.
Nátěr nanášejte v kontrolovaném prostředí.
Zkontrolujte tloušťku a rovnoměrnost vrstvy nátěru.
Používejte spolehlivé vybavení a pečlivě sledujte parametry procesu.
Poznámka: Důsledná kontrola procesu a příprava povrchu vám pomohou vyhnout se defektům a udržet vysokou kvalitu barevně lakovaných hliníkových cívek.
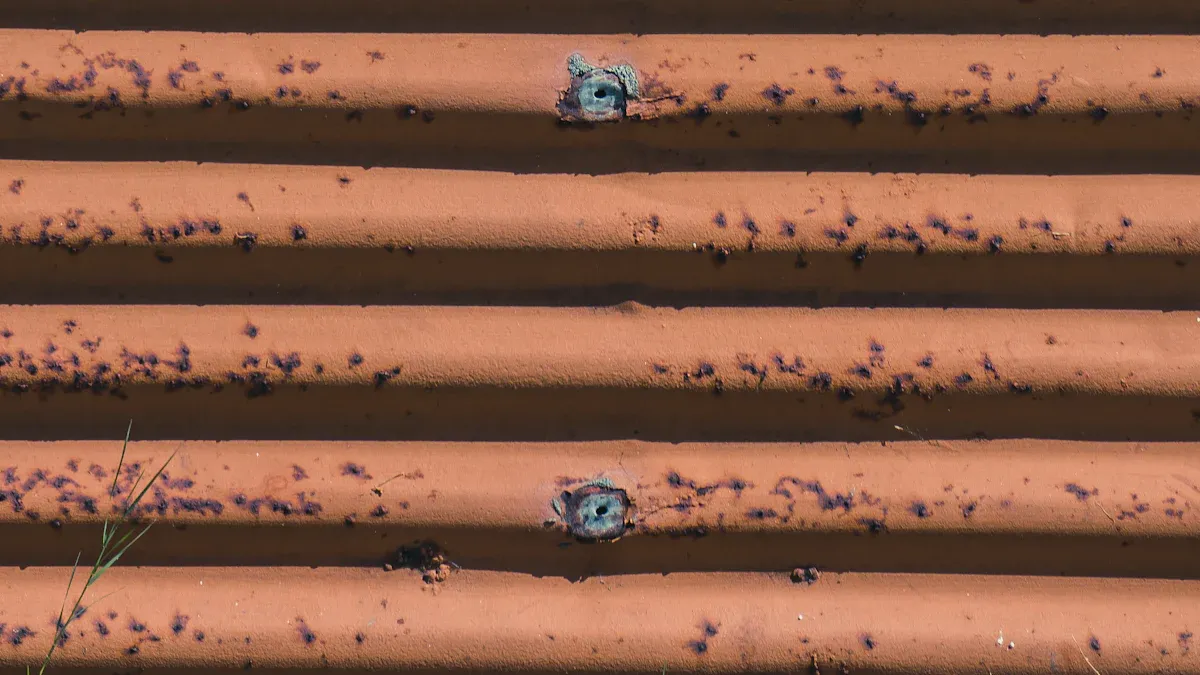
Pinholes
Přehled závad
Dírky jsou drobné póry, které se mohou objevit na povrchu barevně potažené hliníkové cívky . Můžete si všimnout, že tyto malé otvory mají průměr od 5 μm do 50 μm. Dírky často vznikají v důsledku nečistot v surovém hliníku, nekonzistentností během procesu válcování nebo mechanického poškození, ke kterému dochází během výroby. Tyto defekty mohou narušit ochrannou bariéru povlaku a umožnit tak vlhkosti nebo nečistotám proniknout k podkladovému kovu. V citlivých aplikacích, jako jsou farmaceutické obaly, může i jediná dírka větší než 20 μm umožnit vniknutí nečistot, což zdůrazňuje důležitost prevence této vady.
Zde je shrnutí hlavních příčin tvorby dírek:
Příčina tvorby dírek |
Popis |
Nečistoty v surovém hliníku |
Exogenní a endogenní nečistoty, jako je diborid titanu a silikáty, významně přispívají k tvorbě dírek. |
Nekonzistence během rolování |
Změny v procesu válcování mohou vést k defektům, včetně dírek. |
Mechanické poškození |
Poškození během výrobních procesů může ve finálním produktu vytvořit dírky. |
Měli byste pochopit, že velikosti a tvary dírek se liší v závislosti na typech přítomných nečistot. Mechanické vlastnosti těchto nečistot také ovlivňují, jak se tvoří dírky. Když vidíte dírky, díváte se na známku vadného kovu, která může ovlivnit celkovou kvalitu vašeho hotového výrobku.
Identifikace
Dírky můžete detekovat vizuální kontrolou povrchu cívky při správném osvětlení. Hledejte drobné póry nebo dírky, které narušují hladkost povlaku. Průmyslové normy doporučují pro vysoce kvalitní cívky maximálně tři dírky na metr čtvereční. Pro přesnější detekci můžete použít pokročilé metody, jako je laserové skenování, automatizovaná optická kontrola (AOI) nebo 3D profilometrie povrchu. Tyto technologie umožňují detailně měřit odchylky povrchu a identifikovat i ty nejmenší vady.
Metoda detekce |
Popis |
Normy vizuální kontroly |
Normy pro identifikaci povrchových vad. |
Maximální povolené vady |
≤3 dírky na m². |
Pokročilé metody detekce |
Zahrnuje laserové skenování a automatizovanou optickou kontrolu. |
Laserové skenování |
Přesnost ±0,01 mm. |
Automatická optická kontrola (AOI) |
Pokročilá technologie pro detekci defektů. |
3D profilometrie povrchu |
Detailně měří odchylky povrchu. |
Tip: Pravidelné kontroly pomocí vizuálních i automatizovaných metod vám pomohou udržet vysokou kvalitu a zabránit tomu, aby se vadné cívky dostaly k vašim zákazníkům.
Prevence
Technika aplikace
Dírky můžete omezit tím, že se zaměříte na správné aplikační techniky během procesu lakování. Začněte tím, že zajistíte, aby byla hliníková kapalina před válcováním dobře vyčištěna a filtrována. Tímto krokem se odstraní nečistoty, které mohou způsobit vady. Používejte vysoce kvalitní valivé oleje a nainstalujte filtrační systém, abyste minimalizovali kontaminaci prachem. Upravte podmínky odvalování zvýšením odvalovací síly a snížením napětí. Tyto změny pomáhají vytvořit hladší povrch a méně dírek.
Před zpracováním vyčistěte a filtrujte hliníkovou kapalinu.
Používejte vysoce kvalitní válcovací oleje a udržujte zařízení v čistotě.
Upravte valivou sílu a napětí pro optimální výsledky.
Kontrola prostředí
V prevenci vzniku malých dírek hrají roli i faktory prostředí. Udržujte výrobní prostor v čistotě a kontrolujte hladinu prachu. Během procesu nátěru udržujte stabilní teplotu a vlhkost. Tyto kroky vám pomohou vyhnout se zavádění nových defektů a zajistit, aby povlak vytvořil souvislou ochrannou vrstvu.
Pravidelně čistěte výrobní prostředí.
Monitorujte a kontrolujte teplotu a vlhkost.
Po nátěru skladujte svitky na bezprašném suchém místě.
Dodržováním těchto osvědčených postupů můžete minimalizovat dírky a zachovat kvalitu svých barevně potažených hliníkových cívek.
Okrajová vlna
Přehled závad
Okrajová vlna je vada, se kterou se můžete při výrobě setkat barevně potažené hliníkové cívky . Tato vada se projevuje jako zvlnění nebo zvlněné vzory podél okrajů cívky. Okrajová vlna může ovlivnit rovinnost a použitelnost cívky. Tento problém můžete vidět, když cívka neleží naplocho nebo když okraje stoupají nad střed. Okrajová vlna je často důsledkem nerovnoměrné deformace během válcování nebo nesprávné regulace napětí. Okrajovou vlnu musíte řešit včas, abyste zachovali kvalitu svého hotového výrobku a předešli dalším vadám, jako je odklon cívek, sada cívek, kuše nebo středová přezka.
Identifikace
Okrajovou vlnu můžete identifikovat tak, že si prohlédnete cívku, zda na ní nejsou viditelné vlny nebo zvlnění. Umístěte cívku na rovný povrch a sledujte profil. Pokud se okraje zakřiví nahoru nebo dolů ve srovnání se středem, zaznamenali jste vlnění okrajů. Můžete si také všimnout, že cívka správně nezapadá do automatizovaného zpracovatelského zařízení. Okrajová vlna může způsobit problémy během řezání, řezání nebo dalších aplikací povlaků. Pravidelná kontrola vám pomůže zachytit tuto závadu dříve, než ovlivní vaši výrobní linku.
Tip: Pro kontrolu okrajové vlny použijte pravítko nebo měřicí nástroj. Porovnejte výšku okraje s výškou středu, abyste potvrdili přítomnost této vady.
Prevence
Napětí cívky
Okrajovou vlnu můžete minimalizovat řízením napětí cívky během výroby. Správné napnutí zajišťuje, že cívka zůstane plochá a zabrání deformaci. Upravte nastavení napětí na svém rolovacím a navíjecím zařízení. Během procesu sledujte úrovně napětí. Pokud zaznamenáte změny v napětí, proveďte okamžité úpravy. Vyrovnávání napětí nebo válcování za studena může pomoci zploštit a narovnat zvlněné cívky. Tato nápravná opatření zlepšují kvalitu cívky a snižují vady.
Proces válcování
Optimalizace procesu válcování je nezbytná pro zamezení vzniku okrajových vln. Zaměřte se na tyto strategie:
Upravte mezeru mezi válci, rychlost válcování a teplotu, abyste minimalizovali nerovnoměrnou deformaci.
Proužek správně zarovnejte a podepřete, abyste zabránili okrajovým vlnám a jiným deformačním jevům.
Proveďte nápravná opatření, jako je vyrovnávání napětí nebo válcování za studena, abyste zploštěli a narovnali svitky.
Měli byste také zkontrolovat další související vady, jako je odklon cívky, sada cívky, kuše a středová přezka. Tyto problémy se často vyskytují společně s okrajovou vlnou a mohou ovlivnit výkon povlaku. Yuqi Metal doporučuje rutinní kontroly procesů a údržbu zařízení, aby byly zajištěny konzistentní výsledky. Dodržováním těchto osvědčených postupů udržíte vysokou kvalitu a snížíte riziko vzniku okrajových vln ve vašich barevně potažených hliníkových cívkách.
Nízký lesk
Přehled závad
Nízký lesk je vada, která ovlivňuje vzhled a výkon barevně lakovaných hliníkových cívek. Můžete si všimnout, že povrch vypadá matně nebo postrádá lesk. Tento problém může snížit vizuální přitažlivost vašich hotových výrobků. Nízký lesk často signalizuje problémy s procesem lakování nebo přípravou povrchu. Když úroveň lesku klesne, riskujete ztrátu estetické hodnoty a ochranných výhod cívky. Mnoho průmyslových odvětví vyžaduje vysoký lesk pro architektonické a dekorativní aplikace, takže udržení správného lesku je zásadní.
Identifikace
Nízký lesk můžete identifikovat porovnáním povrchu cívky s referenčním vzorkem za stálého osvětlení. Pro přesné měření úrovní lesku použijte měřič lesku. Tolerance pro měření lesku je ±5, což vám pomůže detekovat i malé změny. Průmyslové standardy vás vedou při vyhodnocování úrovní lesku u barevně lakovaných hliníkových cívek. Následující tabulka shrnuje hlavní používané standardy:
Aspekt |
Podrobnosti |
Měření lesku |
Měřeno leskoměrem (tolerance ±5) |
Normy |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Pokud vidíte matný povrch nebo nerovnoměrný lesk, pravděpodobně jste našli vadu. Pravidelné kontroly vám pomohou udržet konzistentní lesk a vyhnout se defektům, které ovlivňují kvalitu produktu.
Tip: Vždy změřte úrovně lesku po procesu lakování, abyste zajistili, že vaše cívky splňují průmyslové požadavky.
Prevence
Příprava povrchu
Správná příprava povrchu vám pomůže zabránit nízkému lesku. Před aplikací nátěru důkladně očistěte hliníkový podklad. Odstraňte olej, vlhkost a prach, abyste vytvořili hladký základ. Drsné povrchy nebo nečistoty mohou bránit lesku a způsobit vady. Měli byste zkontrolovat, zda na podkladu nejsou škrábance nebo důlky, a podle potřeby je opravit. Yuqi Metal doporučuje používat pokročilé metody čištění k dosažení bezchybného povrchu. Důsledná příprava zajišťuje, že nátěr dobře přilne a dodá požadovaný lesk.
Očistěte podklad, abyste odstranili olej a prach.
Před nátěrem opravte škrábance nebo důlky.
Zkontrolujte povrchy, zda nejsou drsné a znečištěné.
Kvalita povlaku
Lesk můžete zlepšit tím, že se zaměříte na kvalitu nátěru. Před aplikací barvu důkladně promíchejte, aby nedošlo k nerovnoměrnému lesku. Vyhněte se nadměrnému množství pigmentu, plniva nebo rozpouštědel v nátěru, protože mohou snížit lesk. Používejte vysoce kvalitní materiály a sledujte tloušťku povrchové úpravy. Neúplné vytvrzení nebo nesprávné nastavení teploty v peci může také vést k nízkému lesku. Pečlivě upravte ředění barvy a ujistěte se, že proces vytvrzování je dokončen. Yuqi Metal se řídí přísnými procesními kontrolami, aby poskytoval konzistentní lesk a vysokou kvalitu.
Před aplikací barvu dobře promíchejte.
Sledujte tloušťku povlaku a teplotu vytvrzování.
Používejte vysoce kvalitní materiály a vyhněte se nadměrnému ředění.
Zkontrolujte prach a zajistěte správnou jemnost nátěru.
Poznámka: Pravidelné kontroly a úpravy procesu vám pomohou zabránit nízkému lesku a zachovat kvalitu vašich barevně lakovaných hliníkových cívek.
Delaminace a zvlnění
Přehled závad
Delaminace a zvlnění jsou dvě vady, které mohou ovlivnit výkon a vzhled barevně potažené hliníkové cívky . K delaminaci dochází, když se povlak odlupuje nebo zvedne z kovového povrchu. Zvlnění, také známé jako olejové konzervování, se projevuje jako vyboulení nebo nerovné povrchy na cívce. Tyto problémy často vyplývají z nesprávné přípravy povrchu, pronikání vlhkosti nebo namáhání během výroby. Abyste těmto vadám zabránili a udrželi vysokou kvalitu, musíte pochopit příčiny.
Zde je tabulka, která shrnuje hlavní typy a příčiny:
Typ defektu |
Popis |
Příčiny |
Coil Coating Delaminace |
Odlupování nebo zvedání vrstvy barvy nebo nátěru z kovového substrátu. |
Nesprávné čištění nebo příprava povrchu před nátěrem, Vniknutí vlhkosti během skladování, Nekompatibilní nátěrový systém. |
Konzervování oleje |
Zvlnění nebo vyboulení na rovných plochách kovových panelů. |
Namáhání z výroby nebo řezání svitků, nerovnoměrná rozteč upevňovacích prvků během instalace, tepelná roztažnost a smršťování. |
Poznámka: Delaminace může vystavit kov korozi, zatímco zvlnění ovlivňuje rovinnost a vizuální přitažlivost cívky.
Identifikace
Pečlivou kontrolou můžete identifikovat delaminaci a zvlnění. Vizuální vyšetření vám pomůže odhalit povrchové vady, jako je loupání nebo nerovnosti. Rozměrové kontroly umožňují měřit fyzikální vlastnosti a odhalovat nepravidelnosti. Tyto metody zajistí včasné zachycení problémů a zabrání dalšímu poškození.
Metoda inspekce |
Popis |
Vizuální vyšetření |
Nezbytné pro identifikaci povrchových defektů, jako je delaminace a zvlnění. |
Rozměrové kontroly |
Pomáhá při měření fyzikálních vlastností k odhalení nepravidelností. |
Tip: Cívky vždy kontrolujte za dobrého osvětlení a použijte měřicí nástroje k potvrzení rovinnosti a integrity povlaku.
Prevence
Přilnavost
Delaminaci můžete zabránit tím, že se zaměříte na přilnavost. Před aplikací nátěru důkladně očistěte hliníkový povrch. Odstraňte olej, prach a vlhkost, abyste vytvořili pevné spojení. Vyberte si kompatibilní nátěrové systémy a dodržujte pokyny výrobce. Yuqi Metal využívá pokročilé předúpravy a přísné kontroly procesu, aby byla zajištěna spolehlivá adheze. Pravidelné kontroly vám pomohou včas odhalit známky delaminace a přijmout nápravná opatření.
Před nátěrem povrch očistěte a osušte.
Používejte kompatibilní nátěrové hmoty.
Během rutinních kontrol zkontrolujte, zda nedošlo k odlupování nebo zvednutí.
Rolovací parametry
Řízení parametrů odvalování je klíčem k zamezení zvlnění. Sledujte napětí, rychlost a teplotu během procesu válcování. Upravte nastavení zařízení, abyste minimalizovali napětí a deformace. Yuqi Metal doporučuje běžnou údržbu zařízení a monitorování procesů. Měli byste zkontrolovat nerovné povrchy a podle potřeby provést úpravy. Správné odvalování snižuje riziko zvlnění a udržuje cívku plochou.
Sledujte napětí a rychlost během válcování.
Upravte zařízení tak, aby se zabránilo namáhání a deformaci.
Po každé výrobní fázi zkontrolujte zvlnění.
Popis: Důsledná kontrola procesu a pravidelné kontroly vám pomohou vyhnout se defektům a zachovat kvalitu vašich barevně lakovaných hliníkových cívek.
Bezpečnostní opatření pro používání barevně potažených hliníkových cívek
Dodržováním klíčových opatření pro používání barevně potažených hliníkových cívek můžete předejít defektům a zachovat kvalitu. Tyto kroky vám pomohou vyhnout se problémům, jako je kuše, sada cívky a středová přezka. Chráníte svou investici a zajišťujete spolehlivý výkon v každé aplikaci.
Zacházení
Správná manipulace je nezbytná pro zachování integrity barevně potažených hliníkových cívek. Cívky musíte vyčistit a ošetřit, abyste odstranili nečistoty nebo kontaminanty. Tento krok zajistí, že nátěr dobře přilne a déle vydrží. K odstranění nežádoucích látek můžete použít odmašťovací a dezoxidační metody. Příprava povrchu, jako je broušení nebo kartáčování, vytváří hladký povrch bez škrábanců nebo důlků. Chemická předúprava zlepšuje vazbu mezi povlakem a hliníkem.
Postup manipulace |
Popis |
Čištění |
Odmaštěním a deoxidací se odstraní nečistoty a zajistí se správná přilnavost nátěru. |
Příprava povrchu |
Broušení, kartáčování nebo broušení vytváří povrch bez vad. |
Předběžná úprava |
Chemické úpravy nebo leptání zlepšují vazbu mezi povlakem a hliníkem. |
Můžete si také vybrat povlaky odolné proti vlhkosti a soli, aplikovat další vrstvy pro ochranu proti UV záření a vybrat materiály, které odolávají chemické korozi. Tato opatření pro používání barevně potažených hliníkových cívek vám pomohou vyhnout se běžným problémům.
Tip: S cívkami zacházejte vždy opatrně, abyste zabránili poškrábání a promáčknutí. Používejte správné zvedací zařízení a vyhněte se přímému stohování svitků.
Skladování
Barevně potažené hliníkové cívky musíte skladovat v optimálních podmínkách, aby byla zachována kvalita. Nejlepší je skladování uvnitř v čistém, suchém a dobře větraném skladu. Před vybalením nechte cívky aklimatizovat, zejména při přechodu z chladného do teplého prostředí. Používejte dřevěné palety nebo pryžové podložky, abyste zabránili deformaci. Přiměřené proudění vzduchu kolem každé spirálky napomáhá odpařování vlhkosti. Udržujte relativní vlhkost pod 50–60 %, abyste snížili riziko kondenzace a koroze.
Skladujte svitky uvnitř v čistém, suchém a dobře větraném skladu.
Před vybalením nechte cívky aklimatizovat.
Používejte správné podpěry, abyste zabránili deformaci.
Zajistěte proudění vzduchu kolem každé cívky.
Udržujte vlhkost pod 50–60 %.
S cívkami zacházejte opatrně, abyste se nepoškrábali.
Krátce před zpracováním odstraňte ochrannou obalovou fólii.
Pravidelně kontrolujte, zda nejeví známky poškození nebo vlhkosti.
Tato opatření pro používání barevně potažených hliníkových cívek zajišťují, že se vyhnete problémům souvisejícím se skladováním a udržíte kvalitu produktu.
Kontrola kvality
Před odesláním musíte provést důkladnou kontrolu, abyste zjistili jakoukoli závadu. Kontrola tloušťky povlaku potvrzuje jednotnost. Kontroly konzistence barev zajišťují, že povrchová úprava splňuje normy. Testování adheze ověřuje vazbu mezi povlakem a hliníkem. Zkoušky T-ohybu nebo pružnosti hodnotí životnost. Kontrola povrchových vad, včetně vizuální kontroly, vám pomůže odhalit škrábance, promáčkliny nebo jiné nesrovnalosti.
Kontrola tloušťky povlaku
Kontroly konzistence barev
Testování adheze
T-ohyb nebo testy pružnosti
Kontrola povrchových vad
Poznámka: Pravidelná kontrola a opatření pro zajištění kvality vám pomohou dodávat spolehlivé hliníkové cívky s barevným povlakem. Yuqi Metal nabízí zákaznickou podporu a přizpůsobení produktů tak, aby vyhovovaly vašim specifickým potřebám.
Dodržováním těchto opatření pro používání barevně potažených hliníkových cívek minimalizujete vady a udržujete vysokou kvalitu. Na společnost Yuqi Metal se můžete spolehnout, že vám poskytne odborné vedení a řešení na míru.
Chráníte své projekty, když předcházíte defektům a udržujete kvalitu u barevně lakovaných hliníkových cívek. Doporučené postupy a pečlivá opatření vám pomohou vyhnout se problémům a zlepšit výkon. Pokračující školení a pravidelné kontroly udržují váš tým připravený. Yuqi Metal vás podporuje certifikovanými produkty a spolehlivými službami.
Typ certifikace |
Podrobnosti |
ISO 9001 |
Systém řízení |
FAQ
K čemu se používají barevně potažené hliníkové cívky?
Vy používáte barevně potažené hliníkové cívky ve stavebnictví, automobilovém průmyslu, obalovém průmyslu a HVAC průmyslu. Tyto cívky poskytují ochranu i dekoraci pro střechy, stěny, stropy a další povrchy.
Jak poznáte povrchovou vadu na hliníkové cívce?
Cívku kontrolujete za dobrého osvětlení. Hledejte škrábance, promáčkliny nebo změny barvy. Pro přesnější kontroly použijte měřič lesku nebo spektrofotometr.
Proč dochází k barevným rozdílům v hliníkových cívkách?
Můžete vidět rozdíl v barvě kvůli nekonzistentním surovinám, nerovnoměrné tloušťce povlaku nebo změnám podmínek procesu. Vždy zkontrolujte čísla šarží a sledujte proces lakování.
Jak byste měli skladovat barevně potažené hliníkové cívky?
Cívky skladujete uvnitř v čistém, suchém a dobře větraném prostoru. Použijte palety nebo gumové podložky. Udržujte vlhkost pod 60 %. Před vybalením nechte cívky aklimatizovat.
Jaký je nejlepší způsob, jak zabránit špatné adhezi?
Hliníkový povrch před nátěrem očistíte a předběžně ošetříte. Používejte kompatibilní nátěrové systémy. Pro dosažení nejlepších výsledků během aplikace sledujte teplotu a vlhkost.
Můžete si přizpůsobit slitinu nebo povrchovou úpravu pomocí Yuqi Metal?
Ano! Můžete si vybrat z různých řad slitin, tlouštěk, šířek a povrchových úprav. Yuqi Metal nabízí přizpůsobení tak, aby odpovídalo potřebám vašeho projektu.
Jak často byste měli kontrolovat barevně potažené hliníkové cívky?
Měli byste zkontrolovat cívky před a po skladování, během manipulace a před použitím. Pravidelné kontroly vám pomohou včas zachytit vady a udržet kvalitu.
Na koho se můžete obrátit s žádostí o technickou podporu nebo radu ohledně produktu?
Můžete kontaktovat tým zákaznické podpory Yuqi Metal. Poskytují odborné rady, technické informace a pomáhají s výběrem produktů.