![7 defectos comunes en las bobinas de aluminio recubiertas de color y consejos para prevenirlos]()
La calidad juega un papel vital en el rendimiento de las bobinas de aluminio recubiertas de color en industrias como la construcción, la automoción y el embalaje. A menudo se encuentran varios defectos que pueden afectar la confiabilidad de la bobina. Las áreas problemáticas más comunes incluyen:
Arañazos superficiales
diferencia de color
Mala adherencia
Poros
Onda de borde
Bajo brillo
Delaminación y ondulación
Yuqi Metal utiliza medidas de control de calidad y pruebas de control de calidad para ofrecer bobinas de primera calidad. Puede seguir las Precauciones para el uso de bobinas de aluminio recubiertas de color para evitar defectos durante la producción y manipulación.
Conclusiones clave
Pueden ocurrir rayones en la superficie durante el manejo y almacenamiento. Manipule siempre las bobinas con cuidado para evitar daños.
Las diferencias de color pueden afectar la calidad del producto. Utilice materias primas consistentes y controle de cerca el proceso de recubrimiento.
Una mala adherencia provoca descamación y descamación. Asegure una preparación adecuada de la superficie y utilice recubrimientos compatibles.
Los poros son pequeños defectos que pueden comprometer el revestimiento. Mantener un entorno de producción limpio para minimizar las impurezas.
La onda del borde afecta la usabilidad de la bobina. Controle la tensión durante la producción para mantener las bobinas planas y evitar la deformación.
El bajo brillo reduce el atractivo visual. Prepare bien las superficies y controle la calidad del recubrimiento para mantener el brillo.
La delaminación y la ondulación pueden afectar el rendimiento. Concéntrese en los parámetros de adherencia y rodadura para prevenir estos defectos.
Las inspecciones periódicas son cruciales. Verifique las bobinas en busca de defectos antes de usarlas para garantizar una alta calidad y confiabilidad.
Arañazos en la superficie
![Arañazos en la superficie]()
Descripción general de defectos
Los rayones superficiales representan uno de los defectos más frecuentes que puede encontrar al Bobinas de aluminio recubiertas de color . Estos rayones pueden ocurrir en cualquier etapa, desde la fabricación hasta la manipulación y el almacenamiento. A menudo son el resultado del contacto con el equipo, un apilamiento inadecuado o un movimiento descuidado. Los rayones en la superficie no solo afectan la apariencia, sino que también pueden comprometer la capa protectora, lo que provoca más defectos en el sustrato metálico y una posible corrosión. Debe abordar este problema a tiempo para mantener la calidad y durabilidad de su bobina de aluminio.
Causa |
Descripción |
Fricción con guías o equipos. |
Esto ocurre durante el procesamiento y provoca daños en la superficie. |
Desalineación de capas durante el recocido |
La desalineación puede causar rayones al desenrollarlo. |
Manejo inadecuado durante el acabado. |
Los errores de manipulación pueden provocar rayones durante el embalaje. |
Identificación
Puede identificar rayones en la superficie inspeccionando visualmente la bobina en busca de líneas, marcas o ranuras que difieran del acabado deseado. Estos rayones pueden aparecer como marcas superficiales o profundas, según la gravedad del daño. Si nota un defecto sospechoso, verifique si hay irregularidades en el revestimiento o en el metal expuesto. Los rayones a menudo corren paralelos a la dirección de la bobina, lo que los hace más fáciles de detectar durante las inspecciones de rutina. Las comprobaciones periódicas le ayudan a detectar defectos antes de que provoquen problemas más graves.
Prevención
Manejo
Consejo: maneje siempre las bobinas de aluminio con cuidado para evitar daños accidentales.
Puede minimizar los defectos siguiendo las mejores prácticas durante el almacenamiento y el transporte:
Asegúrese de que las bobinas de aluminio estén limpias y libres de suciedad o residuos antes de empaquetarlas para evitar abrasiones durante el transporte.
Envuelva bien las bobinas con una película estirable para protegerlas contra el polvo, la humedad y otros factores ambientales.
Coloque las bobinas envueltas en paletas resistentes y sin defectos para una distribución uniforme del peso.
Utilice protectores de esquinas en la carga paletizada para evitar daños a los bordes de las bobinas durante la manipulación y el tránsito.
Mantenga la tira enrollada en su embalaje original hasta que la necesite.
Asegúrese de que las bobinas estén bien sujetas si las guarda de lado a lado para evitar rayones.
Guárdelo en un lugar con calefacción y humedad controlada para minimizar el riesgo de manchas de agua.
Yuqi Metal recomienda almacenar las bobinas en un ambiente limpio y seco y utilizar el equipo de elevación adecuado. Debes evitar apilar bobinas directamente una encima de la otra. Las inspecciones periódicas le ayudan a detectar defectos a tiempo y a mantener la calidad de la bobina.
Cuidado del equipo
El mantenimiento adecuado del equipo juega un papel clave en la prevención de rayones en la superficie. Inspeccione las guías, rodillos y transportadores en busca de desgaste o bordes afilados. Reemplace las piezas dañadas inmediatamente para evitar causar rayones durante el procesamiento. Alinee las capas correctamente durante el recocido para evitar desalineaciones y reducir el riesgo de daños. Yuqi Metal sigue estrictos estándares de calidad y controles rutinarios de equipos para garantizar que las bobinas permanezcan libres de defectos. Puede adoptar prácticas similares para proteger sus bobinas y extender su vida útil.
Diferencia de color
![Diferencia de color]()
Descripción general de defectos
La diferencia de color es un defecto común que puede notar en las bobinas de aluminio recubiertas de color. Este problema ocurre cuando el color del recubrimiento parece desigual o inconsistente en la superficie de la bobina. Es posible que vea este problema como parches, rayas o cambios de sombra. La diferencia de color puede afectar el atractivo visual y la calidad percibida del producto terminado. A menudo resulta de variaciones en las materias primas, espesores de recubrimiento inconsistentes o cambios en las condiciones del proceso. Si no aborda la diferencia de color, puede generar quejas de los clientes y reducir el valor de su producto.
Identificación
Puede identificar la diferencia de color comparando la superficie de la bobina bajo una iluminación constante. Busque áreas donde el color parezca más claro, más oscuro o diferente del estándar. También puede utilizar herramientas y estándares de la industria para medir y confirmar la consistencia del color. La siguiente tabla enumera algunos de los estándares más utilizados para identificar diferencias de color y defectos relacionados en bobinas de aluminio recubiertas de color:
Estándar |
Descripción |
ECCA T3 |
Gama de colores para bobinas de aluminio recubiertas de color |
ECCA T2 |
Especificaciones del grado de brillo |
ECCA T1 |
Requisitos de espesor del recubrimiento |
ECCA T4 |
Estándares de dureza del lápiz |
Norma ASTM D3359 |
Método de prueba de adherencia |
Norma ASTM D2794 |
Método de prueba de resistencia al impacto |
GB/T17748 |
Método de prueba de resistencia a la ebullición |
Norma ASTM D2248 |
Método de prueba de resistencia a los disolventes. |
Norma ASTM D1308 |
Método de prueba de resistencia a la acidez. |
Si encuentra un defecto sospechoso, compare la bobina con una muestra de referencia o utilice un espectrofotómetro para realizar una medición precisa.
Precauciones para el uso de bobinas de aluminio recubiertas de color
Consistencia de materiales
Puede evitar la diferencia de color eligiendo materias primas consistentes. Seleccione bobinas de aluminio del mismo lote y proveedor siempre que sea posible. Yuqi Metal ofrece una amplia gama de tipos de aleaciones y acabados superficiales, lo que le ayuda a minimizar la variación de color. Al utilizar bobinas con una composición química y un tratamiento superficial similares, se reduce el riesgo de que el color no coincida. Siempre verifique el número de lote y el tipo de acabado antes de comenzar la producción.
Control de procesos
El control del proceso juega un papel clave para evitar la diferencia de color. Debe controlar cada paso del proceso de recubrimiento. Los sistemas de medición del color en línea pueden evaluar la calidad del color en toda la bobina. El espectrofotómetro en línea ERX145 mide el color en superficies recubiertas en caliente y tiene en cuenta los cambios de temperatura. La retroalimentación en tiempo real le permite realizar ajustes inmediatos y mantener la consistencia del color.
Para reducir aún más los defectos, preste atención a estos factores del proceso:
Espesor del revestimiento anódico
Tipo de proceso de anodizado (como 2 pasos o color integral)
Tipo de solución y concentración.
Temperatura de la solución
Tipo de grabado utilizado
Tiempo empleado en cada paso del proceso.
Tamaño de carga y método de estantería
Variación de densidad actual
Consejo: calibre periódicamente sus herramientas de medición y mantenga registros detallados de los parámetros del proceso. Esto le ayuda a rastrear y corregir cualquier diferencia de color rápidamente.
Si sigue estas precauciones, podrá mantener una alta calidad y evitar defectos en el sustrato metálico causados por la inconsistencia del color en sus bobinas de aluminio recubiertas de color.
Mala adherencia
Descripción general de defectos
La mala adherencia se destaca como un defecto crítico en las bobinas de aluminio recubiertas de color. Es posible que observe que el revestimiento no se adhiere correctamente a la superficie de aluminio. Este problema puede provocar descamación, descamación o formación de ampollas. Cuando el recubrimiento se separa, la bobina se vuelve vulnerable al daño ambiental. La mala adhesión a menudo resulta de una preparación inadecuada de la superficie, contaminación o métodos de aplicación incorrectos. Debe abordar este defecto para mantener la calidad y durabilidad de su producto. Si ignora la mala adherencia, corre el riesgo de exponer la bobina a la corrosión y otros defectos del sustrato metálico.
Identificación
Puede identificar una mala adherencia inspeccionando la bobina en busca de signos de descamación o descamación. Utilice una prueba de cinta sencilla para comprobar la adhesión de la película. Aplique cinta adhesiva a la superficie recubierta y retírela con fuerza. Si el revestimiento se levanta o se agrieta, es un claro indicio de que hay metal defectuoso. Busque burbujas, ampollas o áreas donde el recubrimiento parezca suelto. Estos defectos indican que la unión entre el revestimiento y el aluminio es débil. La inspección periódica le ayuda a detectar este defecto a tiempo y a prevenir daños mayores.
Consejo: siempre verifique si hay signos visibles de separación o ampollas antes de usar bobinas de aluminio recubiertas de color en su proyecto.
Prevención
Pretratamiento
Puede evitar una mala adherencia preparando cuidadosamente la superficie de aluminio. Una superficie limpia y lisa es esencial para la adhesión del recubrimiento. Inspeccione la superficie en busca de defectos como rayones, picaduras o residuos de aceite. Elimine todos los contaminantes utilizando métodos de limpieza adecuados. Muchos fabricantes utilizan ahora composiciones de pretratamiento sin cromatos ni fosfatos. Estas opciones respetuosas con el medio ambiente proporcionan una resistencia a la corrosión equivalente a los revestimientos tradicionales. Usted protege tanto la bobina como el medio ambiente eligiendo estos pretratamientos avanzados.
Limpie bien el aluminio antes de aplicar cualquier recubrimiento.
Inspeccione si hay defectos y repare cualquier arañazo o picadura.
Utilice pretratamientos sin cromatos ni fosfatos para una mejor resistencia a la corrosión.
Proceso de recubrimiento
El proceso de recubrimiento juega un papel importante en la prevención de una mala adhesión. Debe aplicar el recubrimiento de manera uniforme y con el espesor correcto. Controle la temperatura y la humedad durante la aplicación. Estos factores afectan qué tan bien se adhiere el recubrimiento al aluminio. Utilice pintura de alta calidad y siga las instrucciones del fabricante. Yuqi Metal recomienda controles regulares del proceso para garantizar resultados consistentes. También debe calibrar su equipo y mantener la velocidad de aplicación adecuada.
Aplicar el recubrimiento en un ambiente controlado.
Verifique el espesor y la uniformidad de la capa de recubrimiento.
Utilice equipos confiables y supervise de cerca los parámetros del proceso.
Nota: El control constante del proceso y la preparación de la superficie le ayudan a evitar defectos y mantener una alta calidad en las bobinas de aluminio recubiertas de color.
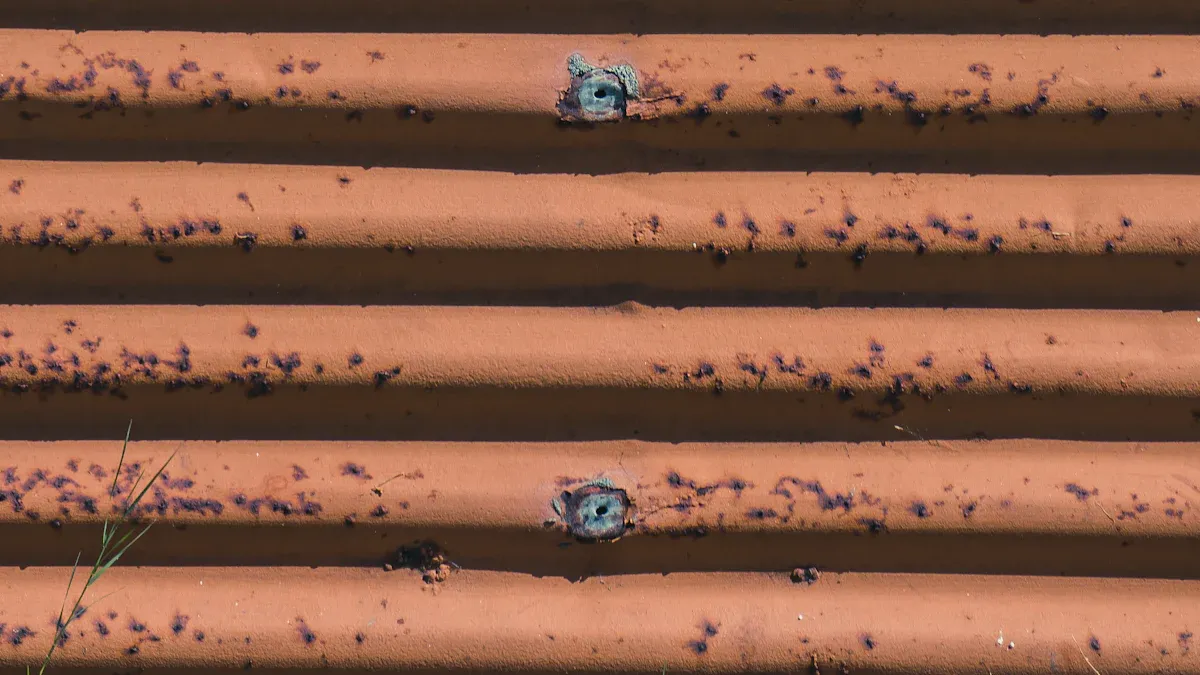
Poros
Descripción general de defectos
Los poros son poros diminutos que pueden aparecer en la superficie de Bobinas de aluminio recubiertas de color . Puede notar que estos pequeños agujeros tienen un diámetro de entre 5 μm y 50 μm. Los poros a menudo resultan de impurezas en el aluminio en bruto, inconsistencias durante el proceso de laminado o daños mecánicos que ocurren durante la fabricación. Estos defectos pueden comprometer la barrera protectora del recubrimiento, permitiendo que la humedad o los contaminantes lleguen al metal subyacente. En aplicaciones sensibles, como el envasado de productos farmacéuticos, incluso un solo orificio de más de 20 μm puede permitir la entrada de contaminantes, lo que resalta la importancia de prevenir este defecto.
A continuación se muestra un resumen de las principales causas de la formación de poros:
Causa de la formación de poros |
Descripción |
Impurezas en el aluminio en bruto |
Las impurezas exógenas y endógenas, como el diboruro de titanio y los silicatos, contribuyen significativamente a la formación de poros. |
Inconsistencias durante el rodaje |
Las variaciones en el proceso de laminación pueden provocar defectos, incluidos agujeros. |
Daño mecánico |
Los daños durante los procesos de fabricación pueden crear picaduras en el producto final. |
Debe comprender que el tamaño y la forma de los orificios varían según los tipos de impurezas presentes. Las propiedades mecánicas de estas impurezas también influyen en la forma en que se forman los poros. Cuando ve poros, está viendo una señal de metal defectuoso que puede afectar la calidad general de su producto terminado.
Identificación
Puede detectar poros inspeccionando visualmente la superficie de la bobina con la iluminación adecuada. Busque pequeños poros o agujeros que rompan la suavidad del revestimiento. Los estándares de la industria recomiendan un máximo de tres orificios por metro cuadrado para bobinas de alta calidad. Para una detección más precisa, puede utilizar métodos avanzados como el escaneo láser, la inspección óptica automatizada (AOI) o la perfilometría de superficie 3D. Estas tecnologías le permiten medir las variaciones de la superficie en detalle e identificar incluso los defectos más pequeños.
Método de detección |
Descripción |
Estándares de inspección visual |
Normas para la identificación de defectos superficiales. |
Defectos máximos permitidos |
≤3 poros por m². |
Métodos de detección avanzados |
Incluye escaneo láser e inspección óptica automatizada. |
Escaneo láser |
Precisión de ±0,01 mm. |
Inspección óptica automatizada (AOI) |
Tecnología avanzada para la detección de defectos. |
Perfilometría de superficie 3D |
Mide las variaciones de la superficie en detalle. |
Consejo: Las inspecciones periódicas que utilizan métodos visuales y automatizados le ayudan a mantener una alta calidad y evitar que las bobinas defectuosas lleguen a sus clientes.
Prevención
Técnica de aplicación
Puede reducir los poros centrándose en las técnicas de aplicación adecuadas durante el proceso de recubrimiento. Comience asegurándose de que el líquido de aluminio esté bien purificado y filtrado antes de enrollarlo. Este paso elimina las impurezas que pueden causar defectos. Utilice aceites para rodamientos de alta calidad e instale un sistema de filtrado para minimizar la contaminación por polvo. Ajuste las condiciones de rodadura aumentando la fuerza de rodadura y reduciendo la tensión. Estos cambios ayudan a crear una superficie más suave y menos poros.
Purificar y filtrar el líquido de aluminio antes de procesarlo.
Utilice aceites para rodamientos de alta calidad y mantenga el equipo limpio.
Ajuste la fuerza de rodadura y la tensión para obtener resultados óptimos.
Control ambiental
Los factores ambientales también desempeñan un papel en la prevención de poros. Mantener limpia el área de producción y controlar los niveles de polvo. Mantenga una temperatura y humedad estables durante el proceso de recubrimiento. Estos pasos le ayudarán a evitar la introducción de nuevos defectos y garantizar que el revestimiento forme una capa protectora continua.
Limpie el entorno de producción con regularidad.
Monitorear y controlar la temperatura y la humedad.
Guarde las bobinas en un área seca y libre de polvo después del recubrimiento.
Si sigue estas mejores prácticas, puede minimizar los poros y mantener la calidad de sus bobinas de aluminio recubiertas de color.
Onda de borde
Descripción general de defectos
La onda de borde es un defecto que puede encontrar durante la producción de Bobinas de aluminio recubiertas de color . Este defecto aparece como ondulaciones o patrones ondulados a lo largo de los bordes de la bobina. La onda del borde puede afectar la planitud y la usabilidad de la bobina. Es posible que vea este problema cuando la bobina no queda plana o cuando los bordes se elevan por encima del centro. La onda del borde a menudo resulta de una deformación desigual durante el laminado o de un control inadecuado de la tensión. Debe abordar la onda del borde con anticipación para mantener la calidad de su producto terminado y evitar defectos adicionales como la curvatura de la bobina, el juego de bobinas, la ballesta o la hebilla central.
Identificación
Puede identificar la onda del borde inspeccionando la bobina en busca de ondas u ondulaciones visibles a lo largo de los bordes. Coloque la bobina sobre una superficie plana y observe el perfil. Si los bordes se curvan hacia arriba o hacia abajo en comparación con el centro, ha detectado una onda de borde. También puede notar que la bobina no encaja correctamente en el equipo de procesamiento automatizado. La onda del borde puede causar problemas durante el corte, el corte o aplicaciones de recubrimiento adicionales. La inspección periódica le ayuda a detectar este defecto antes de que afecte su línea de producción.
Consejo: Utilice una regla o una herramienta de medición para comprobar si hay ondas en el borde. Compare la altura del borde con la altura del centro para confirmar la presencia de este defecto.
Prevención
Tensión de la bobina
Puede minimizar la onda del borde controlando la tensión de la bobina durante la producción. La tensión adecuada garantiza que la bobina permanezca plana y evita la deformación. Ajuste la configuración de tensión en su equipo de enrollado y bobinado. Monitorear los niveles de tensión durante todo el proceso. Si nota cambios en la tensión, haga ajustes inmediatos. La nivelación de tensión o el templado pueden ayudar a aplanar y enderezar las bobinas onduladas. Estas medidas correctivas mejoran la calidad de la bobina y reducen los defectos.
Proceso rodante
Optimizar el proceso de laminación es esencial para evitar ondulaciones en los bordes. Concéntrese en estas estrategias:
Ajuste la separación entre rodillos, la velocidad de laminado y la temperatura para minimizar la deformación desigual.
Alinee y apoye la tira adecuadamente para evitar ondulaciones en los bordes y otros fenómenos de deformación.
Implementar medidas correctivas como nivelación de tensión o templado laminado para aplanar y enderezar bobinas.
También debe verificar si hay otros defectos relacionados, como la curvatura de la bobina, el juego de bobinas, la ballesta y la hebilla central. Estos problemas suelen ocurrir junto con las ondulaciones del borde y pueden afectar el rendimiento del recubrimiento. Yuqi Metal recomienda controles de proceso de rutina y mantenimiento de equipos para garantizar resultados consistentes. Si sigue estas mejores prácticas, mantendrá una alta calidad y reducirá el riesgo de ondulaciones en los bordes de sus bobinas de aluminio recubiertas de color.
Bajo brillo
Descripción general de defectos
El bajo brillo es un defecto que afecta la apariencia y el rendimiento de las bobinas de aluminio recubiertas de color. Puede notar que la superficie luce opaca o falta de brillo. Este problema puede reducir el atractivo visual de sus productos terminados. Un brillo bajo suele indicar problemas con el proceso de recubrimiento o la preparación de la superficie. Cuando los niveles de brillo bajan, corre el riesgo de perder el valor estético y los beneficios protectores de la bobina. Muchas industrias exigen un alto brillo para aplicaciones arquitectónicas y decorativas, por lo que mantener el brillo adecuado es esencial.
Identificación
Puede identificar el bajo brillo comparando la superficie de la bobina con una muestra de referencia bajo una iluminación constante. Utilice un medidor de brillo para medir los niveles de brillo con precisión. La tolerancia para la medición del brillo es ±5, lo que le ayuda a detectar incluso cambios pequeños. Los estándares de la industria lo guían en la evaluación de los niveles de brillo de las bobinas de aluminio recubiertas de color. La siguiente tabla resume los principales estándares utilizados:
Aspecto |
Detalles |
Medición de brillo |
Medido con un medidor de brillo (tolerancia ±5) |
Estándares |
ASTM-B-209M, EN 485-2, GB/T3880-2008 |
Si ve un acabado opaco o un brillo desigual, probablemente haya encontrado un defecto. Las comprobaciones periódicas le ayudan a mantener un brillo constante y evitar defectos que afecten la calidad del producto.
Consejo: Mida siempre los niveles de brillo después del proceso de recubrimiento para garantizar que sus bobinas cumplan con los requisitos de la industria.
Prevención
Preparación de la superficie
La preparación adecuada de la superficie le ayuda a evitar el bajo brillo. Limpie bien el sustrato de aluminio antes de aplicar el recubrimiento. Elimina el aceite, la humedad y el polvo para crear una base suave. Las superficies rugosas o los contaminantes pueden afectar el brillo y provocar defectos. Debe inspeccionar el sustrato en busca de rayones o picaduras y repararlos según sea necesario. Yuqi Metal recomienda utilizar métodos de limpieza avanzados para lograr una superficie impecable. La preparación constante garantiza que el recubrimiento se adhiera bien y proporcione el brillo deseado.
Limpie el sustrato para eliminar el aceite y el polvo.
Repare rayones o picaduras antes de recubrir.
Inspeccione las superficies en busca de rugosidades y contaminantes.
Calidad del recubrimiento
Puede mejorar el brillo centrándose en la calidad del recubrimiento. Mezcle bien la pintura antes de la aplicación para evitar un brillo desigual. Evite el exceso de pigmento, relleno o disolvente en el recubrimiento, ya que pueden reducir el brillo. Utilice materiales de alta calidad y controle el espesor del revestimiento de la superficie. El curado incompleto o los ajustes de temperatura inadecuados en el horno también pueden provocar un brillo deficiente. Ajuste la dilución de la pintura con cuidado y asegúrese de que se complete el proceso de curado. Yuqi Metal sigue estrictos controles de proceso para ofrecer un brillo constante y alta calidad.
Mezcle bien la pintura antes de aplicarla.
Controle el espesor del recubrimiento y la temperatura de curado.
Utilice materiales de alta calidad y evite la dilución excesiva.
Compruebe si hay polvo y asegúrese de que el recubrimiento tenga la finura adecuada.
Nota: Las inspecciones periódicas y los ajustes del proceso le ayudarán a evitar el bajo brillo y a mantener la calidad de sus bobinas de aluminio recubiertas de color.
Delaminación y Ondulación
Descripción general de defectos
La delaminación y la ondulación son dos defectos que pueden afectar el rendimiento y la apariencia de Bobinas de aluminio recubiertas de color . La delaminación ocurre cuando el recubrimiento se desprende o se levanta de la superficie del metal. La ondulación, también conocida como enlatado de aceite, aparece como superficies combadas o irregulares en la bobina. Estos problemas suelen ser el resultado de una preparación inadecuada de la superficie, entrada de humedad o tensiones durante la fabricación. Es necesario comprender las causas para prevenir estos defectos y mantener una alta calidad.
A continuación se muestra una tabla que resume los principales tipos y causas:
Tipo de defecto |
Descripción |
Causas |
Delaminación del revestimiento de bobinas |
Pelado o levantamiento de la pintura o capa de revestimiento del sustrato metálico. |
Limpieza o preparación de la superficie inadecuada antes del recubrimiento, Intrusión de humedad durante el almacenamiento, Sistema de recubrimiento incompatible. |
Enlatado de aceite |
Ondulaciones o pandeo en las superficies planas de paneles metálicos. |
Tensiones de fabricación o corte de bobinas, espaciado desigual de sujetadores durante la instalación, expansión y contracción térmica. |
Nota: La delaminación puede exponer el metal a la corrosión, mientras que la ondulación afecta la planitud y el atractivo visual de la bobina.
Identificación
Puede identificar la delaminación y la ondulación mediante una inspección cuidadosa. Los exámenes visuales le ayudan a detectar defectos en la superficie, como descamación o irregularidades. Los controles dimensionales le permiten medir propiedades físicas y detectar irregularidades. Estos métodos garantizan que detecte los problemas a tiempo y evite daños mayores.
Método de inspección |
Descripción |
Exámenes visuales |
Esencial para identificar defectos superficiales como delaminación y ondulaciones. |
Comprobaciones dimensionales |
Ayuda a medir las propiedades físicas para detectar irregularidades. |
Consejo: Inspeccione siempre las bobinas bajo buena iluminación y utilice herramientas de medición para confirmar la planitud y la integridad del recubrimiento.
Prevención
Adhesión
Puede prevenir la delaminación centrándose en la adhesión. Limpie bien la superficie de aluminio antes de aplicar el recubrimiento. Elimine el aceite, el polvo y la humedad para crear una unión fuerte. Elija sistemas de recubrimiento compatibles y siga las pautas del fabricante. Yuqi Metal utiliza un pretratamiento avanzado y estrictos controles de proceso para garantizar una adhesión confiable. Las inspecciones periódicas le ayudan a detectar signos tempranos de delaminación y a tomar medidas correctivas.
Limpie y seque la superficie antes de recubrir.
Utilice materiales de revestimiento compatibles.
Inspeccione si se está pelando o levantando durante los controles de rutina.
Parámetros rodantes
Controlar los parámetros de laminación es clave para evitar ondulaciones. Controle la tensión, la velocidad y la temperatura durante el proceso de laminación. Ajuste la configuración del equipo para minimizar el estrés y la deformación. Yuqi Metal recomienda el mantenimiento rutinario de los equipos y el monitoreo de procesos. Debe verificar si hay superficies irregulares y hacer los ajustes necesarios. Un enrollado adecuado reduce el riesgo de ondulaciones y mantiene la bobina plana.
Controle la tensión y la velocidad durante el rodamiento.
Ajuste el equipo para evitar tensiones y deformaciones.
Inspeccione si hay ondulaciones después de cada etapa de producción.
Llamada: El control constante del proceso y las inspecciones periódicas lo ayudan a evitar defectos y mantener la calidad de sus bobinas de aluminio recubiertas de color.
Precauciones para el uso de bobinas de aluminio recubiertas de color
Puede prevenir defectos y mantener la calidad siguiendo las precauciones clave al utilizar bobinas de aluminio recubiertas de color. Estos pasos le ayudarán a evitar problemas como la ballesta, el juego de bobinas y la hebilla central. Usted protege su inversión y garantiza un rendimiento confiable en cada aplicación.
Manejo
El manejo adecuado es esencial para preservar la integridad de las bobinas de aluminio recubiertas de color. Debes limpiar y tratar las bobinas para eliminar impurezas o contaminantes. Este paso asegura que el recubrimiento se adhiera bien y dure más. Puedes utilizar métodos desengrasantes y desoxidantes para eliminar sustancias no deseadas. La preparación de la superficie, como lijar o cepillar, crea un acabado suave sin rayones ni abolladuras. El pretratamiento químico mejora la unión entre el revestimiento y el aluminio.
Procedimiento de manipulación |
Descripción |
Limpieza |
El desengrasado y el desoxidante eliminan los contaminantes, asegurando una adecuada adhesión del recubrimiento. |
Preparación de la superficie |
Lijar, cepillar o esmerilar crea una superficie libre de defectos. |
Pretratamiento |
Los tratamientos químicos o el grabado mejoran la unión entre el revestimiento y el aluminio. |
También puede elegir recubrimientos resistentes a la humedad y la sal, aplicar capas adicionales para protección contra los rayos UV y seleccionar materiales que resistan la corrosión química. Estas precauciones para el uso de bobinas de aluminio recubiertas de color le ayudarán a evitar problemas comunes.
Consejo: Manipule siempre las bobinas con cuidado para evitar rayones y abolladuras. Utilice equipo de elevación adecuado y evite apilar bobinas directamente.
Almacenamiento
Debes almacenar las bobinas de aluminio recubiertas de color en óptimas condiciones para mantener la calidad. Lo mejor es el almacenamiento interior en un almacén limpio, seco y bien ventilado. Deje que las bobinas se aclimaten antes de desembalarlas, especialmente cuando se trasladen de ambientes fríos a cálidos. Utilice paletas de madera o tapetes de goma para evitar deformaciones. Un flujo de aire adecuado alrededor de cada serpentín ayuda a que la humedad se evapore. Mantenga la humedad relativa por debajo del 50 % al 60 % para reducir el riesgo de condensación y corrosión.
Guarde las bobinas en el interior de un almacén limpio, seco y bien ventilado.
Deje que las bobinas se aclimaten antes de desembalarlas.
Utilice soportes adecuados para evitar deformaciones.
Asegure el flujo de aire alrededor de cada serpentín.
Mantenga la humedad por debajo del 50-60%.
Manipule las bobinas con cuidado para evitar rayones.
Retire la película protectora del embalaje poco antes del procesamiento.
Inspeccione periódicamente para detectar signos de daño o humedad.
Estas precauciones para el uso de bobinas de aluminio recubiertas de color le garantizan evitar problemas relacionados con el almacenamiento y mantener la calidad del producto.
Inspección de calidad
Debe realizar una inspección exhaustiva para detectar cualquier defecto antes del envío. La inspección del espesor del recubrimiento confirma la uniformidad. Las comprobaciones de consistencia del color garantizan que el acabado cumpla con los estándares. La prueba de adherencia verifica la unión entre el revestimiento y el aluminio. Las pruebas de flexibilidad o curvatura en T evalúan la durabilidad. La inspección de defectos superficiales, incluida la inspección visual, le ayuda a detectar rayones, abolladuras u otras irregularidades.
Inspección del espesor del recubrimiento
Comprobaciones de consistencia del color
Prueba de adherencia
Pruebas de flexión o flexibilidad
Inspección de defectos superficiales
Nota: Las medidas de control de calidad e inspección periódica le ayudan a ofrecer bobinas de aluminio recubiertas de color confiables. Yuqi Metal ofrece atención al cliente y personalización de productos para satisfacer sus necesidades específicas.
Si sigue estas precauciones al utilizar bobinas de aluminio recubiertas de color, minimizará los defectos y mantendrá una alta calidad. Puede confiar en Yuqi Metal para obtener orientación experta y soluciones personalizadas.
Protege sus proyectos cuando previene defectos y mantiene la calidad en bobinas de aluminio recubiertas de color. Las mejores prácticas y precauciones cuidadosas le ayudan a evitar problemas y mejorar el rendimiento. La capacitación continua y las inspecciones periódicas mantienen a su equipo preparado. Yuqi Metal le respalda con productos certificados y un servicio confiable.
Tipo de certificación |
Detalles |
Norma ISO 9001 |
Sistema de Gestión |
Preguntas frecuentes
¿Para qué se utilizan las bobinas de aluminio recubiertas de color?
tu usas Bobinas de aluminio recubiertas de color en las industrias de construcción, automoción, embalaje y HVAC. Estas bobinas brindan protección y decoración para techos, paredes, techos y otras superficies.
¿Cómo se identifica un defecto superficial en una bobina de aluminio?
Inspeccionas la bobina bajo buena iluminación. Busque rayones, abolladuras o cambios de color. Utilice un medidor de brillo o un espectrofotómetro para realizar controles más precisos.
¿Por qué ocurre la diferencia de color en las bobinas de aluminio?
Es posible que observe diferencias de color debido a materias primas inconsistentes, espesores de recubrimiento desiguales o cambios en las condiciones del proceso. Siempre verifique los números de lote y controle el proceso de recubrimiento.
¿Cómo se deben almacenar las bobinas de aluminio recubiertas de color?
Almacene las bobinas en el interior, en un área limpia, seca y bien ventilada. Utilice paletas o tapetes de goma. Mantenga la humedad por debajo del 60%. Deje que las bobinas se aclimaten antes de desembalarlas.
¿Cuál es la mejor manera de prevenir una mala adherencia?
Se limpia y trata previamente la superficie de aluminio antes de recubrirla. Utilice sistemas de recubrimiento compatibles. Controle la temperatura y la humedad durante la aplicación para obtener mejores resultados.
¿Se puede personalizar la aleación o terminar con Yuqi Metal?
¡Sí! Puede elegir entre varias series de aleaciones, espesores, anchos y acabados superficiales. Yuqi Metal ofrece personalización para satisfacer las necesidades de su proyecto.
¿Con qué frecuencia se deben inspeccionar las bobinas de aluminio recubiertas de color?
Debe inspeccionar las bobinas antes y después del almacenamiento, durante la manipulación y antes de su uso. Los controles periódicos le ayudan a detectar defectos a tiempo y a mantener la calidad.
¿A quién puede contactar para obtener soporte técnico o asesoramiento sobre productos?
Puede ponerse en contacto con el equipo de atención al cliente de Yuqi Metal. Proporcionan orientación experta, información técnica y ayuda con la selección de productos.