![7 défauts courants dans les bobines d’aluminium à revêtement coloré et conseils pour les éviter]()
La qualité joue un rôle essentiel dans les performances des bobines d'aluminium à revêtement coloré dans des secteurs tels que la construction, l'automobile et l'emballage. Vous rencontrez souvent plusieurs défauts pouvant affecter la fiabilité des coils. Les domaines problématiques les plus courants comprennent :
Rayures superficielles
Différence de couleur
Mauvaise adhérence
Trous d'épingle
Vague de bord
Faible brillance
Délaminage et ondulation
Yuqi Metal utilise des mesures d'assurance qualité et des tests d'assurance qualité pour fournir des bobines de qualité supérieure. Vous pouvez suivre les précautions d'utilisation des bobines d'aluminium à revêtement coloré pour éviter les défauts pendant la production et la manipulation.
Points clés à retenir
Des rayures de surface peuvent survenir lors de la manipulation et du stockage. Manipulez toujours les bobines avec soin pour éviter tout dommage.
Les différences de couleur peuvent affecter la qualité du produit. Utilisez des matières premières cohérentes et surveillez de près le processus de revêtement.
Une mauvaise adhérence entraîne un pelage et un écaillage. Assurez une bonne préparation de la surface et utilisez des revêtements compatibles.
Les piqûres sont de minuscules défauts qui peuvent compromettre le revêtement. Maintenir un environnement de production propre pour minimiser les impuretés.
L'onde de bord affecte la facilité d'utilisation de la bobine. Contrôlez la tension pendant la production pour maintenir les bobines plates et éviter toute déformation.
Un faible brillant réduit l’attrait visuel. Préparez bien les surfaces et surveillez la qualité du revêtement pour maintenir la brillance.
Le délaminage et l’ondulation peuvent avoir un impact sur les performances. Concentrez-vous sur les paramètres d’adhésion et de roulage pour prévenir ces défauts.
Des inspections régulières sont cruciales. Vérifiez les bobines pour détecter les défauts avant utilisation pour garantir une qualité et une fiabilité élevées.
Rayures superficielles
![Rayures superficielles]()
Aperçu des défauts
Les rayures de surface représentent l'un des défauts les plus fréquents que vous puissiez rencontrer bobines d'aluminium enduites de couleur . Ces rayures peuvent survenir à n’importe quelle étape, de la fabrication à la manipulation et au stockage. Ils résultent souvent d’un contact avec l’équipement, d’un empilement inapproprié ou d’un mouvement imprudent. Les rayures de surface affectent non seulement l'apparence, mais peuvent également compromettre le revêtement protecteur, entraînant d'autres défauts du substrat métallique et une corrosion potentielle. Vous devez résoudre ce problème le plus tôt possible pour maintenir la qualité et la durabilité de votre bobine d’aluminium.
Cause |
Description |
Friction avec des guides ou des équipements |
Cela se produit pendant le traitement, entraînant des dommages superficiels. |
Désalignement des couches pendant le recuit |
Un mauvais alignement peut provoquer des rayures lors du déroulement. |
Mauvaise manipulation lors de la finition |
Des erreurs de manipulation peuvent entraîner des rayures lors de l'emballage. |
Identification
Vous pouvez identifier les rayures de surface en inspectant visuellement la bobine à la recherche de lignes, marques ou rainures qui diffèrent de la finition prévue. Ces rayures peuvent apparaître sous forme de marques superficielles ou profondes, selon la gravité des dommages. Si vous remarquez un défaut suspecté, vérifiez les irrégularités dans le revêtement ou le métal exposé. Les rayures sont souvent parallèles à la direction de la bobine, ce qui les rend plus faciles à repérer lors des inspections de routine. Des contrôles réguliers vous aident à détecter les défauts avant qu’ils n’entraînent des problèmes plus graves.
Prévention
Manutention
Astuce : Manipulez toujours les bobines d’aluminium avec précaution pour éviter tout dommage accidentel.
Vous pouvez minimiser les défauts en suivant les meilleures pratiques pendant le stockage et le transport :
Assurez-vous que les bobines d’aluminium sont propres et exemptes de saleté ou de débris avant l’emballage pour éviter les abrasions pendant le transport.
Enveloppez étroitement les bobines avec un film étirable pour les protéger de la poussière, de l'humidité et d'autres facteurs environnementaux.
Placez les bobines emballées sur des palettes robustes et sans défauts pour une répartition uniforme du poids.
Utilisez des protections d'angle sur la charge palettisée pour éviter d'endommager les bords des bobines pendant la manipulation et le transport.
Conserver la bande enroulée dans son emballage d'origine jusqu'à ce que vous en ayez besoin.
Assurez-vous que les bobines sont bien regroupées si elles sont stockées face à face pour éviter les rayures.
Conserver dans un endroit chauffé et à humidité contrôlée pour minimiser le risque de taches d’eau.
Yuqi Metal recommande de stocker les bobines dans un environnement propre et sec et d'utiliser un équipement de levage approprié. Vous devez éviter d’empiler les bobines directement les unes sur les autres. Des inspections régulières vous aident à détecter rapidement les défauts et à maintenir la qualité des bobines.
Entretien de l'équipement
Un bon entretien de l’équipement joue un rôle clé dans la prévention des rayures sur les surfaces. Inspectez les guides, les rouleaux et les convoyeurs pour déceler toute usure ou bords tranchants. Remplacez immédiatement les pièces endommagées pour éviter de provoquer des rayures pendant le traitement. Alignez correctement les couches pendant le recuit pour éviter tout désalignement et réduire le risque de dommages. Yuqi Metal suit des normes de qualité strictes et des contrôles de routine des équipements pour garantir que les bobines restent exemptes de défauts. Vous pouvez adopter des pratiques similaires pour protéger vos bobines et prolonger leur durée de vie.
Différence de couleur
![Différence de couleur]()
Aperçu des défauts
La différence de couleur est un défaut courant que vous remarquerez peut-être dans les bobines d’aluminium à revêtement coloré. Ce problème se produit lorsque la couleur du revêtement semble inégale ou incohérente sur la surface de la bobine. Vous pouvez voir ce problème sous forme de taches, de stries ou de changements d’ombre. La différence de couleur peut affecter l’attrait visuel et la qualité perçue de votre produit fini. Cela résulte souvent de variations dans les matières premières, d’épaisseurs de revêtement incohérentes ou de changements dans les conditions de traitement. Si vous ne corrigez pas la différence de couleur, cela peut entraîner des plaintes de clients et réduire la valeur de votre produit.
Identification
Vous pouvez identifier la différence de couleur en comparant la surface de la bobine sous un éclairage constant. Recherchez les zones où la couleur semble plus claire, plus foncée ou différente de la norme. Vous pouvez également utiliser les normes et outils de l’industrie pour mesurer et confirmer la cohérence des couleurs. Le tableau suivant répertorie certaines des normes les plus largement utilisées pour identifier les différences de couleur et les défauts associés dans les bobines d'aluminium à revêtement coloré :
Standard |
Description |
ECCA T3 |
Gamme de couleurs pour les bobines d'aluminium laquées |
ECCA T2 |
Spécifications du degré de brillance |
ECCA T1 |
Exigences d'épaisseur de revêtement |
ECCA T4 |
Normes de dureté du crayon |
ASTM D3359 |
Méthode de test d'adhérence |
ASTM D2794 |
Méthode de test de résistance aux chocs |
GB/T17748 |
Méthode de test de résistance à l'ébullition |
ASTM D2248 |
Méthode de test de résistance aux solvants |
ASTM D1308 |
Méthode de test de résistance à l'acidité |
Si vous détectez un défaut suspecté, comparez la bobine à un échantillon de référence ou utilisez un spectrophotomètre pour une mesure précise.
Précautions d'utilisation des bobines d'aluminium à revêtement coloré
Cohérence des matériaux
Vous pouvez éviter les différences de couleur en choisissant des matières premières cohérentes. Dans la mesure du possible, sélectionnez des bobines d’aluminium du même lot et du même fournisseur. Yuqi Metal propose une large gamme de types d'alliages et de finitions de surface, ce qui vous aide à minimiser les variations de couleur. En utilisant des bobines ayant une composition chimique et un traitement de surface similaires, vous réduisez le risque d’inadéquation des couleurs. Vérifiez toujours le numéro de lot et le type de finition avant de commencer la production.
Contrôle des processus
Le contrôle du processus joue un rôle clé pour éviter les différences de couleur. Vous devez surveiller chaque étape du processus de revêtement. Les systèmes de mesure des couleurs en ligne peuvent évaluer la qualité des couleurs sur l’ensemble de la bobine. Le spectrophotomètre en ligne ERX145 mesure la couleur sur les surfaces revêtues à chaud et prend en compte les changements de température. Les commentaires en temps réel vous permettent d'effectuer des ajustements immédiats et de maintenir la cohérence des couleurs.
Pour réduire davantage les défauts, faites attention à ces facteurs de processus :
Épaisseur du revêtement anodique
Type de processus d'anodisation (tel que 2 étapes ou couleur intégrale)
Type de solution et concentration
Température de la solution
Type de gravure utilisé
Temps passé dans chaque étape du processus
Taille de la charge et méthode de soutirage
Variation de la densité de courant
Astuce : étalonnez régulièrement vos outils de mesure et conservez des enregistrements détaillés des paramètres du processus. Cela vous aide à retracer et à corriger rapidement toute différence de couleur.
En suivant ces précautions, vous pouvez maintenir une qualité élevée et éviter les défauts du substrat métallique causés par une incohérence de couleur dans vos bobines d'aluminium à revêtement coloré.
Mauvaise adhérence
Aperçu des défauts
Une mauvaise adhérence constitue un défaut critique des bobines d’aluminium à revêtement coloré. Vous remarquerez peut-être que le revêtement ne parvient pas à adhérer correctement à la surface en aluminium. Ce problème peut entraîner un pelage, une desquamation ou des cloques. Lorsque le revêtement se sépare, la bobine devient vulnérable aux dommages environnementaux. Une mauvaise adhérence résulte souvent d’une mauvaise préparation de la surface, d’une contamination ou de méthodes d’application incorrectes. Vous devez remédier à ce défaut pour maintenir la qualité et la durabilité de votre produit. Si vous ignorez une mauvaise adhérence, vous risquez d’exposer la bobine à la corrosion et à d’autres défauts du substrat métallique.
Identification
Vous pouvez identifier une mauvaise adhérence en inspectant la bobine à la recherche de signes de pelage ou d’écaillage. Utilisez un simple test de ruban adhésif pour vérifier l’adhérence du film. Appliquez du ruban adhésif sur la surface enduite et retirez-le brusquement. Si le revêtement se décolle ou se fissure, vous avez une indication claire d'un métal défectueux. Recherchez des bulles, des cloques ou des zones où le revêtement semble lâche. Ces défauts signalent que la liaison entre le revêtement et l'aluminium est faible. Une inspection régulière vous aide à détecter ce défaut rapidement et à éviter d’autres dommages.
Astuce : vérifiez toujours les signes visibles de séparation ou de cloques avant d'utiliser des bobines d'aluminium recouvertes de couleur dans votre projet.
Prévention
Prétraitement
Vous pouvez éviter une mauvaise adhérence en préparant soigneusement la surface en aluminium. Une surface propre et lisse est essentielle pour l’adhérence du revêtement. Inspectez la surface pour déceler des défauts tels que des rayures, des piqûres ou des résidus d'huile. Éliminez tous les contaminants en utilisant des méthodes de nettoyage appropriées. De nombreux fabricants utilisent désormais des compositions de prétraitement sans chromates et sans phosphates. Ces options respectueuses de l’environnement offrent une résistance à la corrosion équivalente aux revêtements traditionnels. Vous protégez à la fois la batterie et l’environnement en choisissant ces prétraitements avancés.
Nettoyez soigneusement l'aluminium avant d'appliquer un revêtement.
Inspectez les défauts et réparez les rayures ou les piqûres.
Utiliser des prétraitements sans chromates ou sans phosphates pour une meilleure résistance à la corrosion.
Processus de revêtement
Le processus de revêtement joue un rôle majeur dans la prévention d’une mauvaise adhérence. Vous devez appliquer le revêtement uniformément et à la bonne épaisseur. Surveillez la température et l'humidité pendant l'application. Ces facteurs affectent la qualité de l'adhérence du revêtement à l'aluminium. Utilisez une peinture de haute qualité et suivez les directives du fabricant. Yuqi Metal recommande des contrôles réguliers des processus pour garantir des résultats cohérents. Vous devez également calibrer votre équipement et maintenir une vitesse d’application appropriée.
Appliquer le revêtement dans un environnement contrôlé.
Vérifiez l'épaisseur et l'uniformité de la couche de revêtement.
Utilisez un équipement fiable et surveillez de près les paramètres du processus.
Remarque : Un contrôle cohérent du processus et une préparation de la surface vous aident à éviter les défauts et à maintenir une haute qualité des bobines d'aluminium à revêtement coloré.
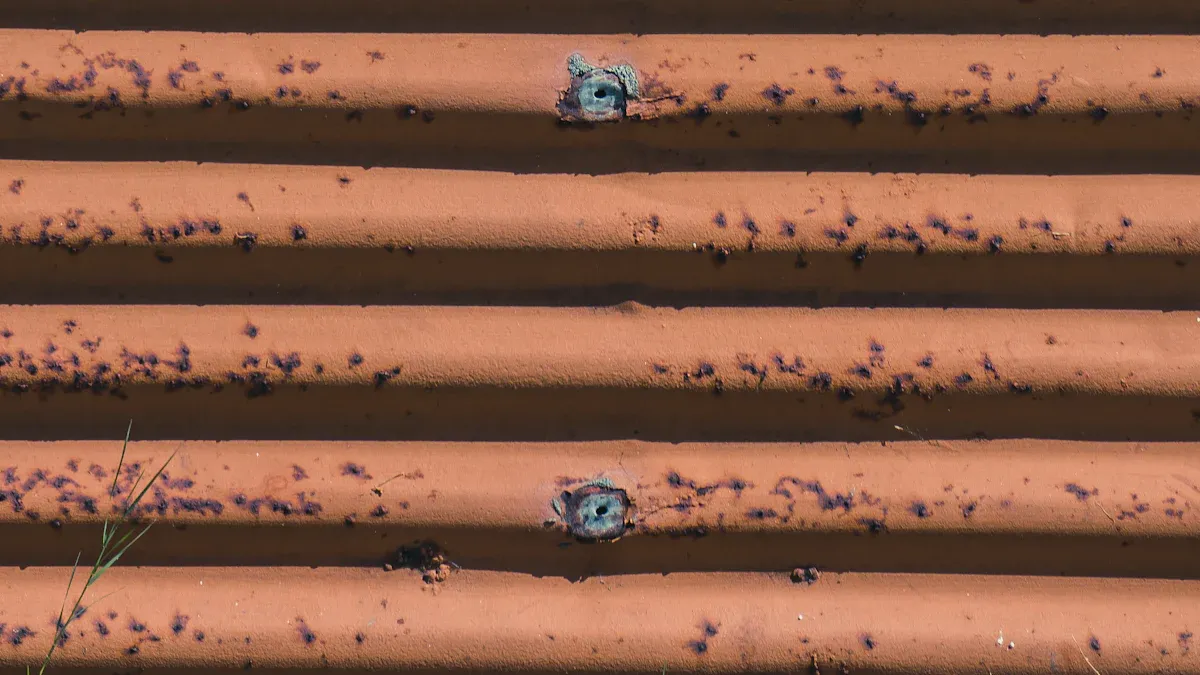
Trous d'épingle
Aperçu des défauts
Les trous d'épingle sont de minuscules pores qui peuvent apparaître à la surface de bobines d'aluminium enduites de couleur . Vous remarquerez peut-être que ces petits trous mesurent entre 5 μm et 50 μm de diamètre. Les trous d'épingle résultent souvent d'impuretés présentes dans l'aluminium brut, d'incohérences lors du processus de laminage ou de dommages mécaniques survenus lors de la fabrication. Ces défauts peuvent compromettre la barrière protectrice du revêtement, permettant à l’humidité ou aux contaminants d’atteindre le métal sous-jacent. Dans les applications sensibles, telles que les emballages pharmaceutiques, même un seul trou d’épingle de plus de 20 μm peut laisser pénétrer des contaminants, ce qui souligne l’importance de prévenir ce défaut.
Voici un résumé des principales causes de formation de trous d’épingle :
Cause de la formation de sténopé |
Description |
Impuretés dans l'aluminium brut |
Les impuretés exogènes et endogènes, telles que le diborure de titane et les silicates, contribuent de manière significative à la formation de sténopés. |
Incohérences pendant le roulement |
Des variations dans le processus de laminage peuvent entraîner des défauts, notamment des trous d'épingle. |
Dommages mécaniques |
Les dommages lors des processus de fabrication peuvent créer des trous d’épingle dans le produit final. |
Vous devez comprendre que la taille et la forme des trous d’épingle varient en fonction des types d’impuretés présentes. Les propriétés mécaniques de ces impuretés influencent également la formation des trous d’épingle. Lorsque vous voyez des trous d’épingle, vous observez un signe de métal défectueux qui peut affecter la qualité globale de votre produit fini.
Identification
Vous pouvez détecter les trous d’épingle en inspectant visuellement la surface de la bobine sous un éclairage approprié. Recherchez de minuscules pores ou trous qui brisent la douceur du revêtement. Les normes industrielles recommandent un maximum de trois trous d’épingle par mètre carré pour les bobines de haute qualité. Pour une détection plus précise, vous pouvez utiliser des méthodes avancées telles que le balayage laser, l'inspection optique automatisée (AOI) ou la profilométrie de surface 3D. Ces technologies vous permettent de mesurer en détail les variations de surface et d’identifier même les plus petits défauts.
Méthode de détection |
Description |
Normes d'inspection visuelle |
Normes d'identification des défauts de surface. |
Défauts maximaux admissibles |
≤3 trous d'épingle par m⊃2 ;. |
Méthodes de détection avancées |
Comprend le balayage laser et l’inspection optique automatisée. |
Numérisation laser |
Précision de ±0,01 mm. |
Inspection optique automatisée (AOI) |
Technologie avancée pour la détection des défauts. |
Profilométrie de surface 3D |
Mesure les variations de surface en détail. |
Conseil : des inspections régulières utilisant des méthodes visuelles et automatisées vous aident à maintenir une qualité élevée et à empêcher que des bobines défectueuses n'atteignent vos clients.
Prévention
Technique d'application
Vous pouvez réduire les trous d’épingle en vous concentrant sur les techniques d’application appropriées pendant le processus de revêtement. Commencez par vous assurer que le liquide d’aluminium est bien purifié et filtré avant de rouler. Cette étape élimine les impuretés qui peuvent provoquer des défauts. Utilisez des huiles de roulement de haute qualité et installez un système de filtrage pour minimiser la contamination par la poussière. Ajustez les conditions de roulement en augmentant la force de roulement et en réduisant la tension. Ces changements contribuent à créer une surface plus lisse et moins de trous d’épingle.
Purifier et filtrer le liquide d'aluminium avant le traitement.
Utilisez des huiles de roulement de haute qualité et maintenez l’équipement propre.
Ajustez la force de roulement et la tension pour des résultats optimaux.
Contrôle environnemental
Les facteurs environnementaux jouent également un rôle dans la prévention des piqûres. Gardez la zone de production propre et contrôlez les niveaux de poussière. Maintenir une température et une humidité stables pendant le processus de revêtement. Ces étapes vous aident à éviter l’introduction de nouveaux défauts et à garantir que le revêtement forme une couche protectrice continue.
Nettoyer régulièrement l'environnement de production.
Surveiller et contrôler la température et l’humidité.
Stockez les bobines dans un endroit sec et sans poussière après le revêtement.
En suivant ces bonnes pratiques, vous pouvez minimiser les trous d'épingle et maintenir la qualité de vos bobines d'aluminium colorées.
Vague de bord
Aperçu des défauts
Edge wave est un défaut que vous pouvez rencontrer lors de la production de bobines d'aluminium enduites de couleur . Ce défaut apparaît sous forme d’ondulations ou de motifs ondulés le long des bords de la bobine. L'onde de bord peut affecter la planéité et la facilité d'utilisation de la bobine. Vous pouvez rencontrer ce problème lorsque la bobine ne repose pas à plat ou lorsque les bords dépassent du centre. Les vagues de bord résultent souvent d'une déformation inégale lors du roulage ou d'un mauvais contrôle de la tension. Vous devez traiter les vagues de bord le plus tôt possible pour maintenir la qualité de votre produit fini et éviter d'autres défauts tels que le cambrage de la bobine, le jeu de bobines, l'arbalète ou la boucle centrale.
Identification
Vous pouvez identifier l'onde de bord en inspectant la bobine à la recherche d'ondes ou d'ondulations visibles le long des bords. Placez la bobine sur une surface plane et observez le profil. Si les bords s'incurvent vers le haut ou vers le bas par rapport au centre, vous avez détecté une onde de bord. Vous remarquerez peut-être également que la bobine ne s’intègre pas correctement dans l’équipement de traitement automatisé. Les vagues de bord peuvent causer des problèmes lors de la découpe, du refendage ou d'autres applications de revêtement. Une inspection régulière vous aide à détecter ce défaut avant qu’il n’affecte votre chaîne de production.
Astuce : utilisez une règle ou un outil de mesure pour vérifier la vague de bord. Comparez la hauteur du bord à la hauteur du centre pour confirmer la présence de ce défaut.
Prévention
Tension de la bobine
Vous pouvez minimiser les ondes de bord en contrôlant la tension des bobines pendant la production. Une tension appropriée garantit que la bobine reste plate et évite toute déformation. Ajustez les paramètres de tension sur votre équipement de laminage et d’enroulement. Surveillez les niveaux de tension tout au long du processus. Si vous remarquez des changements de tension, effectuez des ajustements immédiats. Le nivellement de tension ou le laminage de trempe peuvent aider à aplatir et à redresser les bobines ondulées. Ces mesures correctives améliorent la qualité des bobines et réduisent les défauts.
Processus de roulement
L’optimisation du processus de laminage est essentielle pour éviter les ondulations de bord. Concentrez-vous sur ces stratégies :
Ajustez l'écartement des rouleaux, la vitesse de roulement et la température pour minimiser les déformations inégales.
Alignez et soutenez correctement la bande pour éviter les ondulations de bord et autres phénomènes de déformation.
Mettez en œuvre des mesures correctives telles que le nivellement de tension ou le laminage de revenu pour aplatir et redresser les bobines.
Vous devez également vérifier d’autres défauts connexes tels que le cambrage de la bobine, le jeu de bobines, l’arbalète et la boucle centrale. Ces problèmes surviennent souvent en même temps que les vagues de bord et peuvent affecter les performances du revêtement. Yuqi Metal recommande des contrôles de routine des processus et une maintenance des équipements pour garantir des résultats cohérents. En suivant ces bonnes pratiques, vous maintenez une qualité élevée et réduisez le risque d'onde de bord dans vos bobines d'aluminium à revêtement coloré.
Faible brillance
Aperçu des défauts
Un faible brillant est un défaut qui affecte l’apparence et les performances des bobines d’aluminium à revêtement coloré. Vous remarquerez peut-être que la surface semble terne ou manque de brillance. Ce problème peut réduire l’attrait visuel de vos produits finis. Un faible brillant signale souvent des problèmes liés au processus de revêtement ou à la préparation de la surface. Lorsque les niveaux de brillance diminuent, vous risquez de perdre la valeur esthétique et les avantages protecteurs de la bobine. De nombreuses industries exigent une brillance élevée pour les applications architecturales et décoratives. Il est donc essentiel de conserver une brillance appropriée.
Identification
Vous pouvez identifier un faible brillant en comparant la surface de la bobine à un échantillon de référence sous un éclairage constant. Utilisez un brillancemètre pour mesurer les niveaux de brillance avec précision. La tolérance pour la mesure de la brillance est de ±5, ce qui vous aide à détecter même les petits changements. Les normes de l'industrie vous guident dans l'évaluation des niveaux de brillance des bobines d'aluminium à revêtement coloré. Le tableau suivant résume les principales normes utilisées :
Aspect |
Détails |
Mesure de la brillance |
Mesuré avec un brillancemètre (tolérance ±5) |
Normes |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Si vous constatez un fini terne ou une brillance inégale, vous avez probablement trouvé un défaut. Des contrôles réguliers vous aident à maintenir une brillance constante et à éviter les défauts qui affectent la qualité du produit.
Astuce : mesurez toujours les niveaux de brillance après le processus de revêtement pour vous assurer que vos bobines répondent aux exigences de l'industrie.
Prévention
Préparation des surfaces
Une bonne préparation de la surface vous aide à éviter un faible brillant. Nettoyer soigneusement le substrat en aluminium avant d'appliquer le revêtement. Retirez l'huile, l'humidité et la poussière pour créer une base lisse. Les surfaces rugueuses ou les contaminants peuvent nuire à la brillance et provoquer des défauts. Vous devez inspecter le substrat à la recherche de rayures ou de piqûres et les réparer si nécessaire. Yuqi Metal recommande d'utiliser des méthodes de nettoyage avancées pour obtenir une surface impeccable. Une préparation cohérente garantit que le revêtement adhère bien et offre la brillance souhaitée.
Nettoyer le substrat pour éliminer l'huile et la poussière.
Réparez les rayures ou les piqûres avant le revêtement.
Inspectez les surfaces pour déceler la rugosité et les contaminants.
Qualité du revêtement
Vous pouvez améliorer la brillance en vous concentrant sur la qualité du revêtement. Mélangez soigneusement la peinture avant l'application pour éviter une brillance inégale. Évitez les excès de pigments, de charges ou de solvants dans le revêtement, car ils peuvent réduire la brillance. Utilisez des matériaux de haute qualité et surveillez l’épaisseur du revêtement de surface. Un durcissement incomplet ou des réglages de température inappropriés dans le four peuvent également conduire à un faible brillant. Ajustez soigneusement la dilution de la peinture et assurez-vous que le processus de durcissement est terminé. Yuqi Metal suit des contrôles de processus stricts pour offrir une brillance constante et une haute qualité.
Bien mélanger la peinture avant de l'appliquer.
Surveillez l’épaisseur du revêtement et la température de durcissement.
Utilisez des matériaux de haute qualité et évitez une dilution excessive.
Vérifiez la présence de poussière et assurez-vous de la bonne finesse du revêtement.
Remarque : Des inspections régulières et des ajustements de processus vous aident à éviter un faible brillant et à maintenir la qualité de vos bobines d'aluminium à revêtement coloré.
Délaminage et ondulation
Aperçu des défauts
Le délaminage et l'ondulation sont deux défauts qui peuvent avoir un impact sur les performances et l'apparence de bobines d'aluminium enduites de couleur . Le délaminage se produit lorsque le revêtement se décolle ou se décolle de la surface métallique. L'ondulation, également connue sous le nom de mise en conserve d'huile, apparaît sous la forme de déformations ou de surfaces inégales sur la bobine. Ces problèmes résultent souvent d’une mauvaise préparation de la surface, d’une intrusion d’humidité ou de contraintes lors de la fabrication. Vous devez comprendre les causes pour prévenir ces défauts et maintenir une qualité élevée.
Voici un tableau qui résume les principaux types et causes :
Type de défaut |
Description |
Causes |
Délaminage du revêtement en bobine |
Écaillage ou décollement de la couche de peinture ou de revêtement du substrat métallique. |
Mauvais nettoyage ou préparation de la surface avant le revêtement, Intrusion d'humidité pendant le stockage, Système de revêtement incompatible. |
Mise en conserve d'huile |
Ondulation ou flambage des surfaces planes des panneaux métalliques. |
Contraintes dues à la fabrication ou au refendage de bobines, Espacement inégal des fixations lors de l'installation, Expansion et contraction thermiques. |
Remarque : Le délaminage peut exposer le métal à la corrosion, tandis que l'ondulation affecte la planéité et l'attrait visuel de la bobine.
Identification
Vous pouvez identifier le délaminage et l’ondulation grâce à une inspection minutieuse. Les examens visuels vous aident à repérer les défauts de surface comme le pelage ou les irrégularités. Les contrôles dimensionnels permettent de mesurer les propriétés physiques et de détecter les irrégularités. Ces méthodes vous permettent de détecter rapidement les problèmes et d’éviter d’autres dommages.
Méthode d'inspection |
Description |
Examens visuels |
Indispensable pour identifier les défauts de surface comme le délaminage et l'ondulation. |
Contrôles dimensionnels |
Aide à mesurer les propriétés physiques pour détecter les irrégularités. |
Astuce : inspectez toujours les bobines sous un bon éclairage et utilisez des outils de mesure pour confirmer la planéité et l'intégrité du revêtement.
Prévention
Adhésion
Vous pouvez éviter le délaminage en vous concentrant sur l’adhérence. Nettoyez soigneusement la surface en aluminium avant d'appliquer le revêtement. Éliminez l'huile, la poussière et l'humidité pour créer une liaison solide. Choisissez des systèmes de revêtement compatibles et suivez les directives du fabricant. Yuqi Metal utilise un prétraitement avancé et des contrôles de processus stricts pour garantir une adhérence fiable. Des inspections régulières vous aident à détecter les premiers signes de délaminage et à prendre des mesures correctives.
Nettoyer et sécher la surface avant de l'appliquer.
Utilisez des matériaux de revêtement compatibles.
Inspectez pour déceler ou soulever lors des contrôles de routine.
Paramètres de roulement
Le contrôle des paramètres de roulement est essentiel pour éviter l’ondulation. Surveillez la tension, la vitesse et la température pendant le processus de laminage. Ajustez les paramètres de l’équipement pour minimiser les contraintes et les déformations. Yuqi Metal recommande une maintenance de routine des équipements et une surveillance des processus. Vous devez vérifier les surfaces inégales et effectuer les ajustements nécessaires. Un bon roulement réduit le risque d’ondulation et maintient la bobine plate.
Surveillez la tension et la vitesse pendant le roulage.
Ajustez l’équipement pour éviter les contraintes et les déformations.
Inspectez l’ondulation après chaque étape de production.
Légende : Un contrôle cohérent des processus et des inspections régulières vous aident à éviter les défauts et à maintenir la qualité de vos bobines d'aluminium à revêtement coloré.
Précautions d'utilisation des bobines d'aluminium à revêtement coloré
Vous pouvez prévenir les défauts et maintenir la qualité en suivant les précautions clés relatives à l'utilisation de bobines d'aluminium à revêtement coloré. Ces étapes vous aident à éviter des problèmes tels que l’arbalète, le jeu de bobines et la boucle centrale. Vous protégez votre investissement et garantissez des performances fiables dans chaque application.
Manutention
Une manipulation appropriée est essentielle pour préserver l’intégrité des bobines d’aluminium à revêtement coloré. Vous devez nettoyer et traiter les serpentins pour éliminer les impuretés ou contaminants. Cette étape garantit que le revêtement adhère bien et dure plus longtemps. Vous pouvez utiliser des méthodes de dégraissage et de désoxydation pour éliminer les substances indésirables. La préparation de la surface, telle que le ponçage ou le brossage, crée une finition lisse, sans rayures ni bosses. Le prétraitement chimique améliore la liaison entre le revêtement et l'aluminium.
Procédure de manipulation |
Description |
Nettoyage |
Le dégraissage et la désoxydation éliminent les contaminants, assurant une bonne adhérence du revêtement. |
Préparation des surfaces |
Le ponçage, le brossage ou le meulage crée une surface sans défaut. |
Prétraitement |
Les traitements chimiques ou la gravure améliorent la liaison entre le revêtement et l'aluminium. |
Vous pouvez également choisir des revêtements résistants à l’humidité et au sel, appliquer des couches supplémentaires pour la protection UV et sélectionner des matériaux résistant à la corrosion chimique. Ces précautions d'utilisation des bobines d'aluminium à revêtement coloré vous aident à éviter les problèmes courants.
Astuce : Manipulez toujours les bobines avec précaution pour éviter les rayures et les bosses. Utilisez un équipement de levage approprié et évitez d’empiler directement les bobines.
Stockage
Vous devez stocker les bobines d’aluminium colorées dans des conditions optimales pour maintenir la qualité. Le stockage intérieur dans un entrepôt propre, sec et bien ventilé est préférable. Laissez les serpentins s'acclimater avant de les déballer, en particulier lorsque vous passez d'un environnement froid à un environnement chaud. Utilisez des palettes en bois ou des tapis en caoutchouc pour éviter toute déformation. Un flux d’air adéquat autour de chaque serpentin aide l’humidité à s’évaporer. Maintenez l'humidité relative en dessous de 50 à 60 % pour réduire les risques de condensation et de corrosion.
Stockez les serpentins à l’intérieur dans un entrepôt propre, sec et bien ventilé.
Laissez les bobines s’acclimater avant de les déballer.
Utilisez des supports appropriés pour éviter la déformation.
Assurez la circulation de l’air autour de chaque serpentin.
Maintenez l'humidité en dessous de 50 à 60 %.
Manipulez les bobines avec précaution pour éviter les rayures.
Retirer le film d'emballage protecteur peu avant le traitement.
Inspectez régulièrement pour détecter tout signe de dommage ou d’humidité.
Ces précautions d'utilisation de bobines d'aluminium à revêtement coloré vous permettent d'éviter les problèmes liés au stockage et de maintenir la qualité du produit.
Contrôle qualité
Vous devez effectuer une inspection approfondie pour détecter tout défaut avant l'expédition. L'inspection de l'épaisseur du revêtement confirme l'uniformité. Les contrôles de cohérence des couleurs garantissent que la finition répond aux normes. Les tests d'adhérence vérifient la liaison entre le revêtement et l'aluminium. Les tests de flexion en T ou de flexibilité évaluent la durabilité. L’inspection des défauts de surface, y compris l’inspection visuelle, vous aide à repérer les rayures, les bosses ou autres irrégularités.
Contrôle de l'épaisseur du revêtement
Contrôles de cohérence des couleurs
Test d'adhérence
Tests de flexion en T ou de flexibilité
Inspection des défauts de surface
Remarque : Des mesures régulières d’inspection et d’assurance qualité vous aident à fournir des bobines d’aluminium à revêtement coloré fiables. Yuqi Metal propose un support client et une personnalisation des produits pour répondre à vos besoins spécifiques.
En suivant ces précautions lors de l'utilisation de bobines d'aluminium à revêtement coloré, vous minimisez les défauts et maintenez une qualité élevée. Vous pouvez compter sur Yuqi Metal pour des conseils experts et des solutions sur mesure.
Vous protégez vos projets lorsque vous prévenez les défauts et maintenez la qualité des bobines d’aluminium à revêtement coloré. Les meilleures pratiques et précautions minutieuses vous aident à éviter les problèmes et à améliorer les performances. Une formation continue et des inspections régulières maintiennent votre équipe prête. Yuqi Metal vous accompagne avec des produits certifiés et un service fiable.
Type de certification |
Détails |
OIN 9001 |
Système de gestion |
FAQ
À quoi servent les bobines d’aluminium colorées ?
Vous utilisez bobines d'aluminium à revêtement coloré dans les secteurs de la construction, de l'automobile, de l'emballage et du CVC. Ces serpentins assurent à la fois la protection et la décoration des toits, des murs, des plafonds et autres surfaces.
Comment identifier un défaut de surface sur une bobine d’aluminium ?
Vous inspectez la bobine sous un bon éclairage. Recherchez des rayures, des bosses ou des changements de couleur. Utilisez un brillancemètre ou un spectrophotomètre pour des contrôles plus précis.
Pourquoi une différence de couleur se produit-elle dans les bobines d’aluminium ?
Vous pouvez constater une différence de couleur en raison de matières premières incohérentes, d'une épaisseur de revêtement inégale ou de changements dans les conditions de processus. Vérifiez toujours les numéros de lot et surveillez le processus de revêtement.
Comment stocker les bobines d’aluminium laquées ?
Vous stockez les serpentins à l’intérieur dans un endroit propre, sec et bien ventilé. Utilisez des palettes ou des tapis en caoutchouc. Maintenir l'humidité en dessous de 60 %. Laissez les bobines s’acclimater avant de les déballer.
Quelle est la meilleure façon d’éviter une mauvaise adhérence ?
Vous nettoyez et prétraitez la surface en aluminium avant de la recouvrir. Utilisez des systèmes de revêtement compatibles. Surveillez la température et l'humidité pendant l'application pour de meilleurs résultats.
Pouvez-vous personnaliser l'alliage ou finir avec Yuqi Metal ?
Oui! Vous pouvez choisir parmi différentes séries d’alliages, épaisseurs, largeurs et finitions de surface. Yuqi Metal propose une personnalisation pour répondre aux besoins de votre projet.
À quelle fréquence devez-vous inspecter les bobines d’aluminium à revêtement coloré ?
Vous devez inspecter les bobines avant et après le stockage, pendant la manipulation et avant utilisation. Des contrôles réguliers vous aident à détecter rapidement les défauts et à maintenir la qualité.
Qui pouvez-vous contacter pour une assistance technique ou des conseils sur les produits ?
Vous pouvez contacter l'équipe de support client de Yuqi Metal. Ils fournissent des conseils d’experts, des informations techniques et une aide à la sélection des produits.