![Renkli Kaplamalı Alüminyum Bobinlerdeki 7 Yaygın Kusur ve Bunları Önlemek İçin İpuçları]()
Kalite, inşaat, otomotiv ve paketleme gibi sektörlerde renkli kaplamalı alüminyum bobinlerin performansında hayati bir rol oynar. Bobin güvenilirliğini etkileyebilecek çeşitli kusurlarla sıklıkla karşılaşırsınız. En yaygın sorun alanları şunlardır:
Yüzey çizikleri
Renk farkı
Kötü yapışma
İğne delikleri
Kenar dalgası
Düşük parlaklık
Delaminasyon ve dalgalılık
Yuqi Metal, birinci sınıf bobinler sunmak için kalite güvence önlemlerini ve kalite güvence testlerini kullanıyor. Üretim ve taşıma sırasında oluşabilecek hataları önlemek için Renkli Kaplamalı Alüminyum Rulo Kullanımına İlişkin Uyarıları takip edebilirsiniz.
Temel Çıkarımlar
Taşıma ve depolama sırasında yüzey çizikleri oluşabilir. Hasarı önlemek için bobinleri daima dikkatli tutun.
Renk farklılıkları ürün kalitesini etkileyebilir. Tutarlı hammaddeler kullanın ve kaplama sürecini yakından izleyin.
Zayıf yapışma, soyulmaya ve pullanmaya yol açar. Uygun yüzey hazırlığını sağlayın ve uyumlu kaplamalar kullanın.
İğne delikleri kaplamayı tehlikeye atabilecek küçük kusurlardır. Kirlilikleri en aza indirmek için temiz bir üretim ortamı sağlayın.
Kenar dalgası bobinin kullanılabilirliğini etkiler. Bobinleri düz tutmak ve deformasyonu önlemek için üretim sırasında gerilimi kontrol edin.
Düşük parlaklık görsel çekiciliği azaltır. Yüzeyleri iyi hazırlayın ve parlaklığı korumak için kaplama kalitesini izleyin.
Delaminasyon ve dalgalılık performansı etkileyebilir. Bu kusurları önlemek için yapışma ve yuvarlanma parametrelerine odaklanın.
Düzenli denetimler çok önemlidir. Yüksek kalite ve güvenilirlik sağlamak için kullanmadan önce bobinlerde kusur olup olmadığını kontrol edin.
Yüzey Çizikleri
![Yüzey Çizikleri]()
Kusura Genel Bakış
Yüzey çizikleri karşılaşabileceğiniz en sık görülen kusurlardan birini temsil eder. renk kaplı alüminyum bobinler . Bu çizikler üretimden taşıma ve depolamaya kadar herhangi bir aşamada meydana gelebilir. Çoğunlukla ekipmanla temastan, uygun olmayan istiflemeden veya dikkatsiz hareketten kaynaklanırlar. Yüzey çizikleri yalnızca görünümü etkilemekle kalmaz, aynı zamanda koruyucu kaplamayı da tehlikeye atarak metal alt tabakada daha fazla kusura ve potansiyel korozyona yol açabilir. Alüminyum bobininizin kalitesini ve dayanıklılığını korumak için bu sorunu erkenden çözmelisiniz.
Neden |
Tanım |
Kılavuzlar veya ekipmanla sürtünme |
Bu işlem sırasında meydana gelir ve yüzey hasarına yol açar. |
Tavlama sırasında katman yanlış hizalaması |
Yanlış hizalama, bobini açarken çiziklere neden olabilir. |
Bitirme sırasında yanlış kullanım |
Taşıma hataları paketleme sırasında çiziklere neden olabilir. |
Tanılama
Bobin üzerinde amaçlanan yüzeyden farklı çizgiler, işaretler veya oyuklar olup olmadığını görsel olarak inceleyerek yüzeydeki çizikleri tespit edebilirsiniz. Bu çizikler, hasarın ciddiyetine bağlı olarak sığ veya derin izler şeklinde görünebilir. Şüphelenilen bir kusur fark ederseniz kaplamada veya açıkta kalan metalde düzensizlikler olup olmadığını kontrol edin. Çizikler genellikle bobinin yönüne paralel uzanır ve rutin incelemeler sırasında fark edilmelerini kolaylaştırır. Düzenli kontroller, kusurları daha ciddi sorunlara yol açmadan önce yakalamanıza yardımcı olur.
Önleme
Taşıma
İpucu: Kazara hasar görmesini önlemek için alüminyum bobinleri daima dikkatli kullanın.
Depolama ve nakliye sırasındaki en iyi uygulamaları takip ederek kusurları en aza indirebilirsiniz:
Taşıma sırasında aşınmaları önlemek için paketlemeden önce alüminyum bobinlerin temiz olduğundan ve kir veya kalıntı içermediğinden emin olun.
Bobinleri tozdan, nemden ve diğer çevresel etkenlerden korumak için streç filmle sıkıca sarın.
Eşit ağırlık dağılımı için sarılı bobinleri sağlam, hatasız paletlere yerleştirin.
Taşıma ve taşıma sırasında bobin kenarlarının hasar görmesini önlemek için paletlenmiş yükte köşe koruyucuları kullanın.
Sarılmış şeridi ihtiyaç duyulana kadar orijinal ambalajında saklayın.
Çizilmeyi önlemek için göz yan yana saklanıyorsa bobinlerin sıkı bir şekilde yeniden bantlandığından emin olun.
Su lekesi riskini en aza indirmek için ısıtılmış ve nem kontrollü bir yerde saklayın.
Yuqi Metal, bobinlerin temiz, kuru bir ortamda saklanmasını ve uygun kaldırma ekipmanı kullanılmasını önerir. Bobinleri doğrudan üst üste istiflemekten kaçınmalısınız. Düzenli denetimler kusurları erken tespit etmenize ve bobin kalitesini korumanıza yardımcı olur.
Ekipman Bakımı
Doğru ekipman bakımı, yüzey çiziklerinin önlenmesinde önemli bir rol oynar. Kılavuzlarda, makaralarda ve konveyörlerde aşınma veya keskin kenar olup olmadığını kontrol edin. İşleme sırasında çizilmelere yol açmamak için hasarlı parçaları hemen değiştirin. Yanlış hizalamayı önlemek ve hasar riskini azaltmak için tavlama sırasında katmanları doğru şekilde hizalayın. Yuqi Metal, bobinlerin kusursuz kalmasını sağlamak için sıkı kalite standartlarını ve rutin ekipman kontrollerini takip ediyor. Bobinlerinizi korumak ve ömrünü uzatmak için benzer uygulamaları benimseyebilirsiniz.
Renk Farkı
![Renk Farkı]()
Kusura Genel Bakış
Renk farkı, renkli kaplamalı alüminyum bobinlerde fark edebileceğiniz yaygın bir kusurdur. Bu sorun, kaplamanın rengi bobin yüzeyinde eşit olmayan veya tutarsız göründüğünde ortaya çıkar. Bu sorunu yamalar, çizgiler veya gölgede kaymalar olarak görebilirsiniz. Renk farkı, bitmiş ürününüzün görsel çekiciliğini ve algılanan kalitesini etkileyebilir. Genellikle ham maddelerdeki farklılıklardan, tutarsız kaplama kalınlığından veya proses koşullarındaki değişikliklerden kaynaklanır. Renk farklılığını gidermezseniz müşteri şikayetlerine yol açabilir ve ürününüzün değerinin düşmesine neden olabilirsiniz.
Tanılama
Bobin yüzeyini tutarlı aydınlatma altında karşılaştırarak renk farkını belirleyebilirsiniz. Rengin standarttan daha açık, daha koyu veya farklı göründüğü alanları arayın. Renk tutarlılığını ölçmek ve doğrulamak için endüstri standartlarını ve araçlarını da kullanabilirsiniz. Aşağıdaki tablo, renkli kaplamalı alüminyum bobinlerdeki renk farkını ve ilgili kusurları tanımlamak için en yaygın olarak kullanılan standartlardan bazılarını listelemektedir:
Standart |
Tanım |
ECCA T3 |
Renkli kaplamalı alüminyum bobinler için renk aralığı |
ECCA T2 |
Parlaklık derecesi özellikleri |
ECCA T1 |
Kaplama kalınlığı gereksinimleri |
ECCA T4 |
Kalem sertliği standartları |
ASTM D3359 |
Yapışma test yöntemi |
ASTM D2794 |
Darbe dayanımı test yöntemi |
GB/T17748 |
Kaynama direnci test yöntemi |
ASTM D2248 |
Solvent direnci test yöntemi |
ASTM D1308 |
Asitlik direnci test yöntemi |
Şüphelenilen bir kusur bulursanız bobini bir referans numuneyle karşılaştırın veya hassas ölçüm için bir spektrofotometre kullanın.
Renk Kaplı Alüminyum Bobinlerin Kullanımına İlişkin Önlemler
Malzeme Tutarlılığı
Tutarlı hammadde tercih ederek renk farklılıklarını önleyebilirsiniz. Mümkün olduğunda aynı partiden ve tedarikçiden alüminyum bobinler seçin. Yuqi Metal, renk çeşitliliğini en aza indirmenize yardımcı olan çok çeşitli alaşım türleri ve yüzey kaplamaları sunar. Benzer kimyasal bileşime ve yüzey işlemine sahip bobinler kullanarak renk uyumsuzluğu riskini azaltırsınız. Üretime başlamadan önce daima parti numarasını ve bitiş tipini kontrol edin.
Proses Kontrolü
Proses kontrolü renk farklılığının önlenmesinde önemli bir rol oynar. Kaplama işleminin her adımını izlemelisiniz. Hat içi renk ölçüm sistemleri, bobinin tamamındaki renk kalitesini değerlendirebilir. ERX145 Hat İçi Spektrofotometre, sıcak kaplamalı yüzeylerdeki rengi ölçer ve sıcaklık değişikliklerini hesaba katar. Gerçek zamanlı geri bildirim, anında ayarlamalar yapmanıza ve renk tutarlılığını korumanıza olanak tanır.
Kusurları daha da azaltmak için şu süreç faktörlerine dikkat edin:
Anodik kaplama kalınlığı
Eloksal işlem türü (2 adımlı veya entegre renk gibi)
Çözüm türü ve konsantrasyonu
Çözüm sıcaklığı
Kullanılan aşındırma türü
Her süreç adımında harcanan zaman
Yük boyutu ve raf yöntemi
Akım yoğunluğu değişimi
İpucu: Ölçüm araçlarınızı düzenli olarak kalibre edin ve proses parametrelerinin ayrıntılı kayıtlarını tutun. Bu, herhangi bir renk farkını hızla izlemenize ve düzeltmenize yardımcı olur.
Bu önlemleri uygulayarak yüksek kaliteyi koruyabilir ve renkli kaplamalı alüminyum bobinlerinizde renk tutarsızlığından kaynaklanan metal alt tabaka kusurlarını önleyebilirsiniz.
Zayıf Yapışma
Kusura Genel Bakış
Zayıf yapışma, renkli kaplamalı alüminyum bobinlerde kritik bir kusur olarak göze çarpıyor. Kaplamanın alüminyum yüzeye düzgün şekilde bağlanmadığını fark edebilirsiniz. Bu sorun soyulmaya, pullanmaya veya kabarmaya yol açabilir. Kaplama ayrıldığında bobin çevresel hasara karşı savunmasız hale gelir. Zayıf yapışma genellikle uygun olmayan yüzey hazırlığından, kirlenmeden veya yanlış uygulama yöntemlerinden kaynaklanır. Ürününüzün kalitesini ve dayanıklılığını korumak için bu kusuru gidermeniz gerekir. Zayıf yapışmayı göz ardı ederseniz, bobini korozyona ve diğer metal alt tabaka kusurlarına maruz bırakma riskiyle karşı karşıya kalırsınız.
Tanılama
Bobini soyulma veya pullanma belirtileri açısından inceleyerek zayıf yapışmayı tespit edebilirsiniz. Filmin yapışmasını kontrol etmek için basit bir bant testi kullanın. Kaplamalı yüzeye yapışkan bant uygulayın ve keskin bir şekilde çekip çıkarın. Kaplama kalkarsa veya çatlarsa, kusurlu metalin açık bir göstergesine sahipsiniz demektir. Kaplamanın gevşek göründüğü kabarcıkları, kabarcıkları veya alanları arayın. Bu kusurlar kaplama ile alüminyum arasındaki bağın zayıf olduğuna işaret eder. Düzenli muayene, bu kusuru erken tespit etmenize ve daha fazla hasarı önlemenize yardımcı olur.
İpucu: Projenizde renkli kaplamalı alüminyum bobinleri kullanmadan önce daima gözle görülür ayrılma veya kabarma belirtileri olup olmadığını kontrol edin.
Önleme
Ön Arıtma
Alüminyum yüzeyi dikkatli bir şekilde hazırlayarak zayıf yapışmayı önleyebilirsiniz. Kaplamanın yapışması için temiz ve pürüzsüz bir yüzey şarttır. Yüzeyi çizikler, çukurlar veya yağ kalıntıları gibi kusurlar açısından inceleyin. Uygun temizleme yöntemlerini kullanarak tüm kirleticileri temizleyin. Birçok üretici artık kromatsız ve fosfatsız ön işlem bileşimleri kullanıyor. Bu çevre dostu seçenekler, geleneksel kaplamalara eşdeğer korozyon direnci sağlar. Bu gelişmiş ön işlemleri seçerek hem bobini hem de çevreyi korursunuz.
Herhangi bir kaplama uygulamadan önce alüminyumu iyice temizleyin.
Kusurları inceleyin ve varsa çizik veya çukurları onarın.
Daha iyi korozyon direnci için kromatsız veya fosfatsız ön işlemler kullanın.
Kaplama Prosesi
Kaplama işlemi zayıf yapışmanın önlenmesinde önemli bir rol oynar. Kaplamayı eşit ve doğru kalınlıkta uygulamanız gerekir. Uygulama sırasında sıcaklık ve nemi izleyin. Bu faktörler kaplamanın alüminyuma ne kadar iyi bağlandığını etkiler. Yüksek kaliteli boya kullanın ve üreticinin talimatlarına uyun. Yuqi Metal, tutarlı sonuçlar elde etmek için düzenli süreç kontrolleri yapılmasını önerir. Ayrıca ekipmanınızı kalibre etmeli ve uygun uygulama hızını korumalısınız.
Kaplamayı kontrollü bir ortamda uygulayın.
Kaplama katmanının kalınlığını ve düzgünlüğünü kontrol edin.
Güvenilir ekipman kullanın ve proses parametrelerini yakından izleyin.
Not: Tutarlı proses kontrolü ve yüzey hazırlığı, kusurları önlemenize ve renkli kaplamalı alüminyum bobinlerde yüksek kaliteyi korumanıza yardımcı olur.
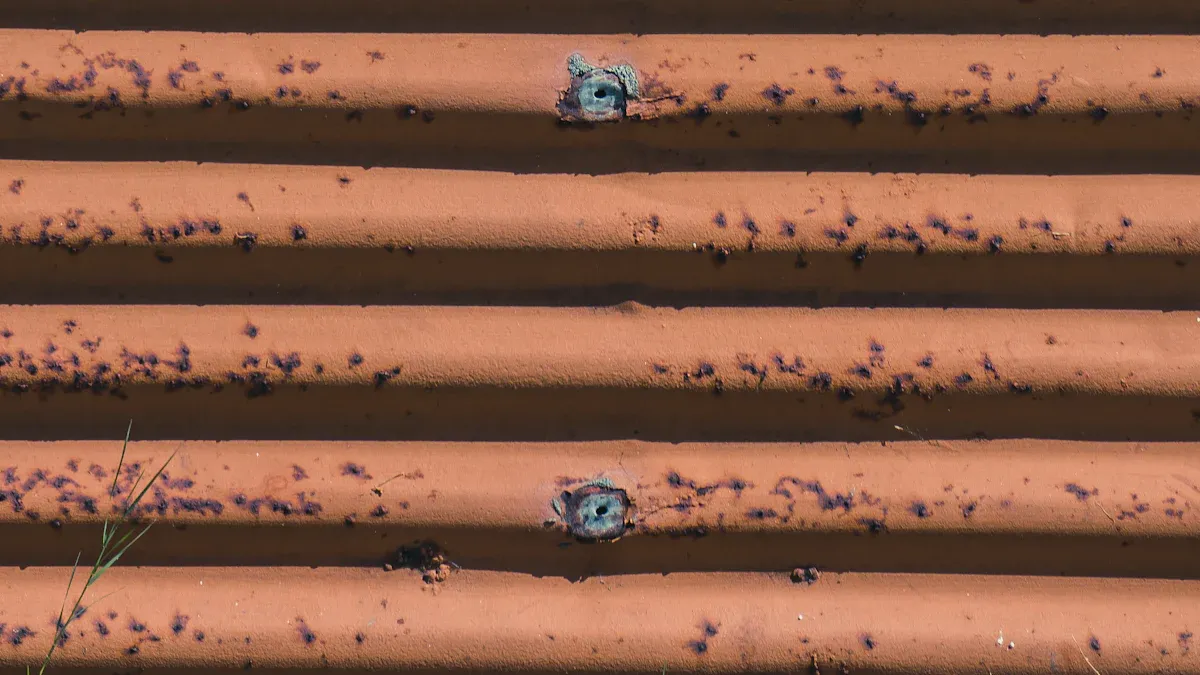
İğne delikleri
Kusura Genel Bakış
İğne delikleri yüzeyde görünebilen küçük gözeneklerdir. renk kaplı alüminyum bobinler . Bu küçük deliklerin çapının 5 μm ile 50 μm arasında değiştiğini fark edebilirsiniz. İğne delikleri genellikle ham alüminyumdaki yabancı maddelerden, haddeleme işlemi sırasındaki tutarsızlıklardan veya üretim sırasında meydana gelen mekanik hasarlardan kaynaklanır. Bu kusurlar kaplamanın koruyucu bariyerini tehlikeye atabilir ve nem veya kirletici maddelerin alttaki metale ulaşmasına neden olabilir. Farmasötik ambalajlama gibi hassas uygulamalarda, 20 μm'den büyük tek bir iğne deliği bile kirletici maddelerin girmesine izin verebilir, bu da bu kusurun önlenmesinin önemini vurgulamaktadır.
İğne deliği oluşumunun ana nedenlerinin bir özeti:
İğne Deliği Oluşumunun Nedeni |
Tanım |
Ham Alüminyumdaki Yabancı Maddeler |
Titanyum diborür ve silikatlar gibi ekzojenik ve endojenik safsızlıklar iğne deliği oluşumuna önemli ölçüde katkıda bulunur. |
Yuvarlanma Sırasındaki Tutarsızlıklar |
Haddeleme işlemindeki değişiklikler, küçük delikler de dahil olmak üzere kusurlara yol açabilir. |
Mekanik Hasar |
Üretim süreçleri sırasında meydana gelen hasarlar, son üründe küçük delikler oluşturabilir. |
İğne deliği boyutlarının ve şekillerinin, mevcut yabancı maddelerin türlerine bağlı olarak değiştiğini anlamalısınız. Bu safsızlıkların mekanik özellikleri aynı zamanda iğne deliklerinin nasıl oluştuğunu da etkiler. İğne delikleri gördüğünüzde, bitmiş ürününüzün genel kalitesini etkileyebilecek kusurlu bir metal işaretine bakıyorsunuz demektir.
Tanılama
Bobin yüzeyini uygun ışık altında görsel olarak inceleyerek iğne deliklerini tespit edebilirsiniz. Kaplamanın pürüzsüzlüğünü bozan küçük gözenek veya delikler olup olmadığına bakın. Endüstri standartları, yüksek kaliteli bobinler için metrekare başına maksimum üç iğne deliği önermektedir. Daha hassas tespit için lazer tarama, otomatik optik inceleme (AOI) veya 3 boyutlu yüzey profilometrisi gibi gelişmiş yöntemleri kullanabilirsiniz. Bu teknolojiler yüzey değişikliklerini ayrıntılı olarak ölçmenize ve en küçük kusurları bile tespit etmenize olanak tanır.
Tespit Yöntemi |
Tanım |
Görsel Denetim Standartları |
Yüzey kusurlarını tanımlamak için standartlar. |
İzin verilen maksimum kusurlar |
m⊃2 başına ≤3 iğne deliği; |
Gelişmiş Tespit Yöntemleri |
Lazer tarama ve otomatik optik inceleme içerir. |
Lazer Tarama |
±0,01 mm doğruluk. |
Otomatik Optik İnceleme (AOI) |
Kusur tespiti için ileri teknoloji. |
3D Yüzey Profilometrisi |
Yüzey değişikliklerini ayrıntılı olarak ölçer. |
İpucu: Hem görsel hem de otomatik yöntemlerin kullanıldığı düzenli denetimler, yüksek kaliteyi korumanıza ve arızalı bobinlerin müşterilerinize ulaşmasını önlemenize yardımcı olur.
Önleme
Uygulama Tekniği
Kaplama işlemi sırasında doğru uygulama tekniklerine odaklanarak iğne deliklerini azaltabilirsiniz. Alüminyum sıvının haddelemeden önce iyice arıtıldığından ve filtrelendiğinden emin olarak başlayın. Bu adım, kusurlara neden olabilecek yabancı maddeleri ortadan kaldırır. Yüksek kaliteli haddeleme yağları kullanın ve toz kirliliğini en aza indirmek için bir filtreleme sistemi kurun. Haddeleme kuvvetini artırarak ve gerilimi azaltarak haddeleme koşullarını ayarlayın. Bu değişiklikler daha pürüzsüz bir yüzey ve daha az iğne deliği oluşturulmasına yardımcı olur.
İşlemeden önce alüminyum sıvısını arındırın ve filtreleyin.
Yüksek kaliteli haddeleme yağları kullanın ve ekipmanı temiz tutun.
Optimum sonuçlar için yuvarlanma kuvvetini ve gerginliğini ayarlayın.
Çevresel Kontrol
Çevresel faktörler de iğne deliğinin önlenmesinde rol oynar. Üretim alanını temiz tutun ve toz seviyelerini kontrol edin. Kaplama işlemi sırasında sabit sıcaklık ve nemi koruyun. Bu adımlar, yeni kusurların ortaya çıkmasını önlemenize ve kaplamanın sürekli, koruyucu bir katman oluşturmasını sağlamanıza yardımcı olur.
Üretim ortamını düzenli olarak temizleyin.
Sıcaklık ve nemi izleyin ve kontrol edin.
Kaplamadan sonra bobinleri tozsuz, kuru bir alanda saklayın.
Bu en iyi uygulamaları takip ederek küçük delikleri en aza indirebilir ve renkli kaplamalı alüminyum bobinlerinizin kalitesini koruyabilirsiniz.
Kenar Dalgası
Kusura Genel Bakış
Kenar dalgası üretim esnasında karşılaşabileceğiniz bir kusurdur. renk kaplı alüminyum bobinler . Bu kusur, bobin kenarları boyunca dalgalanmalar veya dalgalı desenler şeklinde görünür. Kenar dalgası bobinin düzlüğünü ve kullanılabilirliğini etkileyebilir. Bobin düz durmadığında veya kenarlar merkezin üzerine çıktığında bu sorunu görebilirsiniz. Kenar dalgası genellikle yuvarlanma sırasındaki eşit olmayan deformasyondan veya uygun olmayan gerginlik kontrolünden kaynaklanır. Bitmiş ürününüzün kalitesini korumak ve bobin kamberi, bobin seti, tatar yayı veya merkez tokası gibi diğer kusurları önlemek için kenar dalgasını erkenden ele almalısınız.
Tanılama
Bobini kenarlar boyunca görünür dalgalar veya dalgalanmalar açısından inceleyerek kenar dalgasını tanımlayabilirsiniz. Bobini düz bir yüzeye yerleştirin ve profili gözlemleyin. Kenarlar merkeze göre yukarı veya aşağı doğru kıvrılıyorsa kenar dalgasını tespit etmişsinizdir. Ayrıca bobinin otomatik işleme ekipmanına tam olarak oturmadığını da fark edebilirsiniz. Kenar dalgası kesme, dilme veya diğer kaplama uygulamaları sırasında sorunlara neden olabilir. Düzenli denetim, bu kusuru üretim hattınızı etkilemeden önce yakalamanıza yardımcı olur.
İpucu: Kenar dalgasını kontrol etmek için bir cetvel veya ölçüm aleti kullanın. Bu kusurun varlığını doğrulamak için kenar yüksekliğini merkez yüksekliğiyle karşılaştırın.
Önleme
Bobin Gerginliği
Üretim sırasında bobin gerginliğini kontrol ederek kenar dalgasını en aza indirebilirsiniz. Uygun gerginlik bobinin düz kalmasını sağlar ve deformasyonu önler. Haddeleme ve sarma ekipmanınızdaki gerginlik ayarlarını yapın. Süreç boyunca gerilim seviyelerini izleyin. Gerilimde değişiklik fark ederseniz hemen ayarlamalar yapın. Gerilim dengeleme veya temperleme haddeleme dalgalı bobinlerin düzleştirilmesine ve düzeltilmesine yardımcı olabilir. Bu düzeltici önlemler bobin kalitesini artırır ve kusurları azaltır.
Haddeleme İşlemi
Kenar dalgasını önlemek için haddeleme işleminin optimize edilmesi önemlidir. Bu stratejilere odaklanın:
Düzensiz deformasyonu en aza indirmek için rulo aralığını, haddeleme hızını ve sıcaklığı ayarlayın.
Kenar dalgası ve diğer deformasyon olaylarını önlemek için şeridi uygun şekilde hizalayın ve destekleyin.
Bobinleri yassılaştırmak ve düzleştirmek için gerginlik dengeleme veya temperleme haddeleme gibi düzeltici önlemleri uygulayın.
Ayrıca bobin kamberi, bobin seti, tatar yayı ve orta toka gibi ilgili diğer kusurları da kontrol etmelisiniz. Bu sorunlar genellikle kenar dalgasıyla birlikte ortaya çıkar ve kaplamanın performansını etkileyebilir. Yuqi Metal, tutarlı sonuçlar sağlamak için rutin proses kontrollerini ve ekipman bakımını önerir. Bu en iyi uygulamaları takip ederek yüksek kaliteyi korursunuz ve renkli kaplamalı alüminyum bobinlerinizde kenar dalgası riskini azaltırsınız.
Düşük Parlaklık
Kusura Genel Bakış
Düşük parlaklık, renkli kaplamalı alüminyum bobinlerin görünümünü ve performansını etkileyen bir kusurdur. Yüzeyin mat göründüğünü veya parlaklıktan yoksun olduğunu fark edebilirsiniz. Bu sorun, bitmiş ürünlerinizin görsel çekiciliğini azaltabilir. Düşük parlaklık genellikle kaplama prosesi veya yüzey hazırlığı ile ilgili sorunlara işaret eder. Parlaklık seviyeleri düştüğünde bobinin estetik değerini ve koruyucu faydalarını kaybetme riskiyle karşı karşıya kalırsınız. Pek çok endüstri, mimari ve dekoratif uygulamalar için yüksek parlaklık talep eder; bu nedenle, uygun parlaklığın korunması çok önemlidir.
Tanılama
Bobin yüzeyini tutarlı aydınlatma altında bir referans numuneyle karşılaştırarak düşük parlaklığı tespit edebilirsiniz. Parlaklık seviyelerini doğru bir şekilde ölçmek için parlaklık ölçer kullanın. Parlaklık ölçümü toleransı ±5'tir, bu da küçük değişiklikleri bile tespit etmenize yardımcı olur. Endüstri standartları, renkli kaplamalı alüminyum bobinlerin parlaklık seviyelerini değerlendirmede size rehberlik eder. Aşağıdaki tablo kullanılan ana standartları özetlemektedir:
Bakış açısı |
Detaylar |
Parlaklık Ölçümü |
Parlaklık ölçer ile ölçülmüştür (tolerans ±5) |
Standartlar |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Donuk bir yüzey veya eşit olmayan bir parlaklık görürseniz, muhtemelen bir kusur bulmuşsunuzdur. Düzenli kontroller tutarlı parlaklığı korumanıza ve ürün kalitesini etkileyen kusurları önlemenize yardımcı olur.
İpucu: Bobinlerinizin endüstri gereksinimlerini karşıladığından emin olmak için her zaman kaplama işleminden sonra parlaklık seviyelerini ölçün.
Önleme
Yüzey Hazırlığı
Uygun yüzey hazırlığı, düşük parlaklığı önlemenize yardımcı olur. Kaplamayı uygulamadan önce alüminyum alt tabakayı iyice temizleyin. Pürüzsüz bir taban oluşturmak için yağı, nemi ve tozu temizleyin. Pürüzlü yüzeyler veya kirletici maddeler parlaklığı engelleyebilir ve kusurlara neden olabilir. Alt tabakayı çizik veya çukurlara karşı incelemeli ve gerektiğinde onarmalısınız. Yuqi Metal kusursuz bir yüzey elde etmek için gelişmiş temizleme yöntemlerinin kullanılmasını önerir. Tutarlı hazırlık, kaplamanın iyi yapışmasını ve istenen parlaklığı sunmasını sağlar.
Yağı ve tozu temizlemek için alt tabakayı temizleyin.
Kaplamadan önce çizikleri veya çukurları onarın.
Yüzeyleri pürüzlülük ve kirletici maddeler açısından inceleyin.
Kaplama Kalitesi
Kaplama kalitesine odaklanarak parlaklığı artırabilirsiniz. Düzensiz parlaklığı önlemek için uygulamadan önce boyayı iyice karıştırın. Kaplamada aşırı pigment, dolgu maddesi veya solventten kaçının çünkü bunlar parlaklığı azaltabilir. Yüksek kaliteli malzemeler kullanın ve yüzey kaplamasının kalınlığını izleyin. Fırındaki eksik kürleme veya uygunsuz sıcaklık ayarları da düşük parlaklığa yol açabilir. Boya seyreltmesini dikkatlice ayarlayın ve kürleme işleminin tamamlandığından emin olun. Yuqi Metal, tutarlı parlaklık ve yüksek kalite sunmak için sıkı süreç kontrollerini takip ediyor.
Uygulamadan önce boyayı iyice karıştırın.
Kaplama kalınlığını ve kürleme sıcaklığını izleyin.
Yüksek kaliteli malzemeler kullanın ve aşırı seyreltmeden kaçının.
Toz olup olmadığını kontrol edin ve kaplamanın uygun incelikte olduğundan emin olun.
Not: Düzenli denetimler ve süreç ayarlamaları, düşük parlaklığı önlemenize ve renkli kaplamalı alüminyum bobinlerinizin kalitesini korumanıza yardımcı olur.
Delaminasyon ve Dalgalanma
Kusura Genel Bakış
Delaminasyon ve dalgalılık, performansı ve görünümü etkileyebilecek iki kusurdur. renk kaplı alüminyum bobinler . Kaplama metal yüzeyden soyulduğunda veya kaldırıldığında delaminasyon meydana gelir. Yağ konservesi olarak da bilinen dalgalanma, bobin üzerinde bükülme veya düzgün olmayan yüzeyler olarak ortaya çıkar. Bu sorunlar genellikle uygun olmayan yüzey hazırlığından, nem girişinden veya üretim sırasındaki gerilimlerden kaynaklanır. Bu kusurları önlemek ve yüksek kaliteyi korumak için nedenlerini anlamanız gerekir.
Ana türleri ve nedenleri özetleyen bir tablo:
Kusur Türü |
Tanım |
Nedenler |
Bobin Kaplama Delaminasyonu |
Boya veya kaplama tabakasının metal alt tabakadan soyulması veya kaldırılması. |
Kaplama öncesinde uygun olmayan temizlik veya yüzey hazırlığı, Depolama sırasında nem girişi, Uyumsuz kaplama sistemi. |
Yağlı Konserve |
Metal panellerin düz yüzeylerinde dalgalanma veya bükülme. |
İmalattan veya bobinin kesilmesinden kaynaklanan gerilimler, Kurulum sırasında eşit olmayan bağlantı elemanı aralığı, Termal genleşme ve büzülme. |
Not: Delaminasyon metali korozyona maruz bırakabilir, dalgalılık ise bobinin düzlüğünü ve görsel çekiciliğini etkiler.
Tanılama
Dikkatli bir incelemeyle katmanlara ayrılma ve dalgalılığı tespit edebilirsiniz. Görsel incelemeler soyulma veya düzgünsüzlük gibi yüzey kusurlarını tespit etmenize yardımcı olur. Boyut kontrolleri, fiziksel özellikleri ölçmenize ve düzensizlikleri tespit etmenize olanak tanır. Bu yöntemler sorunları erken tespit etmenizi ve daha fazla hasarı önlemenizi sağlar.
Muayene Yöntemi |
Tanım |
Görsel Muayeneler |
Delaminasyon ve dalgalılık gibi yüzey kusurlarını tanımlamak için gereklidir. |
Boyutsal Kontroller |
Düzensizlikleri tespit etmek için fiziksel özelliklerin ölçülmesine yardımcı olur. |
İpucu: Bobinleri her zaman iyi aydınlatma altında inceleyin ve düzlüğü ve kaplama bütünlüğünü doğrulamak için ölçüm aletlerini kullanın.
Önleme
Yapışma
Yapışmaya odaklanarak delaminasyonu önleyebilirsiniz. Kaplamayı uygulamadan önce alüminyum yüzeyi iyice temizleyin. Güçlü bir bağ oluşturmak için yağı, tozu ve nemi giderin. Uyumlu kaplama sistemlerini seçin ve üreticinin yönergelerini izleyin. Yuqi Metal, güvenilir yapışmayı sağlamak için gelişmiş ön işlem ve sıkı proses kontrolleri kullanır. Düzenli denetimler, delaminasyonun erken belirtilerini tespit etmenize ve düzeltici önlem almanıza yardımcı olur.
Kaplamadan önce yüzeyi temizleyin ve kurulayın.
Uyumlu kaplama malzemeleri kullanın.
Rutin kontroller sırasında soyulma veya kalkma olup olmadığını kontrol edin.
Yuvarlanma Parametreleri
Yuvarlanma parametrelerini kontrol etmek dalgalanmayı önlemenin anahtarıdır. Haddeleme işlemi sırasında gerilimi, hızı ve sıcaklığı izleyin. Gerilme ve deformasyonu en aza indirecek şekilde ekipman ayarlarını yapın. Yuqi Metal, rutin ekipman bakımı ve proses izlemeyi önerir. Pürüzlü yüzeyleri kontrol etmeli ve gerekiyorsa ayarlamalar yapmalısınız. Düzgün yuvarlanma dalgalanma riskini azaltır ve bobini düz tutar.
Yuvarlanma sırasında gerilimi ve hızı izleyin.
Gerilme ve deformasyonu önlemek için ekipmanı ayarlayın.
Her üretim aşamasından sonra dalgalanma olup olmadığını kontrol edin.
Açıklama: Tutarlı proses kontrolü ve düzenli denetimler, kusurları önlemenize ve renkli kaplamalı alüminyum bobinlerinizin kalitesini korumanıza yardımcı olur.
Renk Kaplı Alüminyum Bobinlerin Kullanımına İlişkin Önlemler
Renkli kaplamalı alüminyum bobinlerin kullanımına ilişkin temel önlemleri uygulayarak kusurları önleyebilir ve kaliteyi koruyabilirsiniz. Bu adımlar tatar yayı, bobin seti ve orta toka gibi sorunlardan kaçınmanıza yardımcı olur. Yatırımınızı korur ve her uygulamada güvenilir performans sağlarsınız.
Taşıma
Renkli kaplamalı alüminyum bobinlerin bütünlüğünü korumak için doğru kullanım önemlidir. Kirleri veya kirletici maddeleri gidermek için bobinleri temizlemeniz ve işleme tabi tutmanız gerekir. Bu adım, kaplamanın iyi yapışmasını ve daha uzun süre dayanmasını sağlar. İstenmeyen maddeleri ortadan kaldırmak için yağ giderme ve deoksidasyon yöntemlerini kullanabilirsiniz. Zımparalama veya fırçalama gibi yüzey hazırlığı, çizik veya çöküntü içermeyen pürüzsüz bir yüzey oluşturur. Kimyasal ön işlem, kaplama ile alüminyum arasındaki bağı güçlendirir.
Taşıma Prosedürü |
Tanım |
Temizlik |
Yağ giderme ve oksit giderme, kirletici maddeleri gidererek kaplamanın uygun şekilde yapışmasını sağlar. |
Yüzey Hazırlığı |
Zımparalama, fırçalama veya taşlama kusursuz bir yüzey oluşturur. |
Ön tedavi |
Kimyasal işlemler veya dağlama, kaplama ile alüminyum arasındaki bağı iyileştirir. |
Ayrıca neme ve tuza dayanıklı kaplamalar seçebilir, UV koruması için ekstra katmanlar uygulayabilir ve kimyasal korozyona dayanıklı malzemeleri seçebilirsiniz. Renkli kaplamalı alüminyum bobinlerin kullanımına ilişkin bu önlemler, sık karşılaşılan sorunlardan kaçınmanıza yardımcı olur.
İpucu: Çizilmeleri ve ezikleri önlemek için bobinleri daima dikkatli tutun. Uygun kaldırma ekipmanı kullanın ve bobinleri doğrudan istiflemekten kaçının.
Depolamak
Kaliteyi korumak için renkli kaplamalı alüminyum bobinleri en uygun koşullarda saklamanız gerekir. Temiz, kuru ve iyi havalandırılmış bir depoda kapalı alanda depolama en iyisidir. Özellikle soğuk ortamlardan sıcak ortamlara geçerken, ambalajı açmadan önce bobinlerin alışmasını bekleyin. Deformasyonu önlemek için ahşap paletler veya kauçuk paspaslar kullanın. Her bobinin etrafındaki yeterli hava akışı, nemin buharlaşmasına yardımcı olur. Yoğuşma ve korozyon riskini azaltmak için bağıl nemi %50-60'ın altında tutun.
Bobinleri kapalı, temiz, kuru ve iyi havalandırılmış bir depoda saklayın.
Ambalajı açmadan önce bobinlerin alışmasını bekleyin.
Deformasyonu önlemek için uygun destekleri kullanın.
Her bobinin etrafında hava akışını sağlayın.
Nemi %50-60'ın altında tutun.
Çizilmeleri önlemek için bobinleri dikkatli bir şekilde tutun.
İşlemeden kısa bir süre önce koruyucu ambalaj filmini çıkarın.
Hasar veya nem belirtileri olup olmadığını düzenli olarak kontrol edin.
Renkli kaplamalı alüminyum bobinlerin kullanımına ilişkin bu önlemler, depolamayla ilgili sorunlardan kaçınmanızı ve ürün kalitesini korumanızı sağlar.
Kalite Kontrolü
Sevkiyattan önce herhangi bir kusuru tespit etmek için kapsamlı bir inceleme yapmalısınız. Kaplama kalınlığı denetimi tekdüzeliği doğrular. Renk tutarlılığı kontrolleri, kaplamanın standartlara uygun olmasını sağlar. Yapışma testi kaplama ile alüminyum arasındaki bağı doğrular. T-bükülme veya esneklik testleri dayanıklılığı değerlendirir. Görsel inceleme de dahil olmak üzere yüzey kusur incelemesi çizikleri, çentikleri veya diğer düzensizlikleri tespit etmenize yardımcı olur.
Kaplama kalınlığı denetimi
Renk tutarlılığı kontrolleri
Yapışma testi
T-bükme veya esneklik testleri
Yüzey kusur muayenesi
Not: Düzenli denetim ve kalite güvence önlemleri, güvenilir renkli kaplamalı alüminyum bobinler sunmanıza yardımcı olur. Yuqi Metal, özel ihtiyaçlarınızı karşılamak için müşteri desteği ve ürün özelleştirmesi sunar.
Renkli kaplamalı alüminyum bobinlerin kullanımıyla ilgili bu önlemleri uygulayarak kusurları en aza indirir ve yüksek kaliteyi korursunuz. Uzman rehberliği ve özel çözümler için Yuqi Metal'e güvenebilirsiniz.
Renkli kaplamalı alüminyum bobinlerde hataları önleyip kaliteyi koruduğunuzda projelerinizi korursunuz. En iyi uygulamalar ve dikkatli önlemler sorunlardan kaçınmanıza ve performansı artırmanıza yardımcı olur. Devam eden eğitim ve düzenli denetimler ekibinizin hazırlıklı olmasını sağlar. Yuqi Metal, sertifikalı ürünler ve güvenilir hizmetle sizi destekler.
Sertifika Türü |
Detaylar |
ISO 9001 |
Yönetim Sistemi |
SSS
Renkli kaplamalı alüminyum bobinler ne için kullanılır?
Sen kullanıyorsun renkli kaplamalı alüminyum bobinler . inşaat, otomotiv, paketleme ve HVAC endüstrilerinde Bu bobinler çatılar, duvarlar, tavanlar ve diğer yüzeyler için hem koruma hem de dekorasyon sağlar.
Alüminyum bobindeki yüzey kusurunu nasıl belirlersiniz?
Bobini iyi aydınlatma altında inceliyorsunuz. Çizikler, ezikler veya renk değişiklikleri olup olmadığına bakın. Daha hassas kontroller için parlaklık ölçer veya spektrofotometre kullanın.
Alüminyum bobinlerde neden renk farklılığı oluşur?
Tutarsız hammaddeler, eşit olmayan kaplama kalınlığı veya proses koşullarındaki değişiklikler nedeniyle renk farklılığı görebilirsiniz. Daima parti numaralarını kontrol edin ve kaplama sürecini izleyin.
Renkli kaplamalı alüminyum bobinleri nasıl saklamalısınız?
Bobinleri kapalı, temiz, kuru ve iyi havalandırılmış bir alanda saklarsınız. Palet veya kauçuk paspas kullanın. Nemi %60'ın altında tutun. Ambalajı açmadan önce bobinlerin alışmasını bekleyin.
Zayıf yapışmayı önlemenin en iyi yolu nedir?
Kaplamadan önce alüminyum yüzeyi temizler ve ön işleme tabi tutarsınız. Uyumlu kaplama sistemleri kullanın. En iyi sonuçları elde etmek için uygulama sırasında sıcaklık ve nemi izleyin.
Alaşımı özelleştirebilir veya Yuqi Metal ile tamamlayabilir misiniz?
Evet! Çeşitli alaşım serileri, kalınlıkları, genişlikleri ve yüzey kaplamaları arasından seçim yapabilirsiniz. Yuqi Metal, projenizin ihtiyaçlarını karşılayacak şekilde özelleştirme sunar.
Renkli kaplamalı alüminyum bobinleri ne sıklıkla incelemelisiniz?
Bobinleri depolamadan önce ve sonra, taşıma sırasında ve kullanımdan önce kontrol etmelisiniz. Düzenli kontroller kusurları erkenden tespit etmenize ve kaliteyi korumanıza yardımcı olur.
Teknik destek veya ürün tavsiyesi için kiminle iletişime geçebilirsiniz?
Yuqi Metal'in müşteri destek ekibiyle iletişime geçebilirsiniz. Uzman rehberliği, teknik bilgi sağlar ve ürün seçiminde yardım sağlarlar.