![7 difetti comuni nelle bobine in alluminio verniciato e suggerimenti per prevenirli]()
La qualità gioca un ruolo fondamentale nelle prestazioni delle bobine di alluminio rivestite a colori in settori quali l'edilizia, l'automotive e l'imballaggio. Spesso si riscontrano diversi difetti che possono influire sull'affidabilità della bobina. Le aree problematiche più comuni includono:
Graffi superficiali
Differenza di colore
Scarsa adesione
Fori di spillo
Onda di bordo
Bassa brillantezza
Delaminazione e ondulazione
Yuqi Metal utilizza misure di garanzia della qualità e test di qualità per fornire bobine di alta qualità. È possibile seguire le precauzioni per l'utilizzo di bobine in alluminio verniciato per evitare difetti durante la produzione e la movimentazione.
Punti chiave
Possono verificarsi graffi sulla superficie durante la manipolazione e lo stoccaggio. Maneggiare sempre le bobine con cura per evitare danni.
Le differenze di colore possono influire sulla qualità del prodotto. Utilizzare materie prime coerenti e monitorare attentamente il processo di rivestimento.
Una scarsa adesione porta alla desquamazione e allo sfaldamento. Garantire un'adeguata preparazione della superficie e utilizzare rivestimenti compatibili.
I fori di spillo sono piccoli difetti che possono compromettere il rivestimento. Mantenere un ambiente di produzione pulito per ridurre al minimo le impurità.
L'onda del bordo influisce sull'usabilità della bobina. Controllare la tensione durante la produzione per mantenere le bobine piatte e prevenirne la deformazione.
La scarsa brillantezza riduce l'attrattiva visiva. Preparare bene le superfici e monitorare la qualità del rivestimento per mantenerne la brillantezza.
La delaminazione e l'ondulazione possono influire sulle prestazioni. Concentrarsi sull'adesione e sui parametri di laminazione per prevenire questi difetti.
Le ispezioni regolari sono fondamentali. Controllare le bobine per eventuali difetti prima dell'uso per garantire alta qualità e affidabilità.
Graffi superficiali
![Graffi superficiali]()
Panoramica dei difetti
I graffi superficiali rappresentano uno dei difetti più frequenti che si possono riscontrare bobine in alluminio verniciato . Questi graffi possono verificarsi in qualsiasi fase, dalla produzione alla movimentazione e allo stoccaggio. Spesso derivano dal contatto con l'attrezzatura, da un impilamento improprio o da un movimento imprudente. I graffi superficiali non influiscono solo sull'aspetto ma possono anche compromettere il rivestimento protettivo, causando ulteriori difetti del substrato metallico e potenziale corrosione. È necessario affrontare questo problema in anticipo per mantenere la qualità e la durata della bobina di alluminio.
Causa |
Descrizione |
Attrito con guide o attrezzature |
Ciò si verifica durante la lavorazione, causando danni alla superficie. |
Disallineamento degli strati durante la ricottura |
Il disallineamento può causare graffi durante lo svolgimento. |
Manipolazione impropria durante la finitura |
Errori di manipolazione possono provocare graffi durante l'imballaggio. |
Identificazione
È possibile identificare i graffi superficiali ispezionando visivamente la bobina per individuare linee, segni o scanalature che differiscono dalla finitura prevista. Questi graffi possono apparire come segni superficiali o profondi, a seconda della gravità del danno. Se noti un sospetto difetto, verifica la presenza di irregolarità nel rivestimento o nel metallo esposto. I graffi spesso corrono paralleli alla direzione della bobina, rendendoli più facili da individuare durante le ispezioni di routine. I controlli regolari ti aiutano a individuare i difetti prima che causino problemi più seri.
Prevenzione
Gestione
Suggerimento: maneggiare sempre le bobine di alluminio con cura per evitare danni accidentali.
È possibile ridurre al minimo i difetti seguendo le migliori pratiche durante lo stoccaggio e il trasporto:
Assicurarsi che le bobine di alluminio siano pulite e prive di sporco o detriti prima dell'imballaggio per evitare abrasioni durante il trasporto.
Avvolgere saldamente le bobine con una pellicola estensibile per proteggerle da polvere, umidità e altri fattori ambientali.
Posizionare le bobine avvolte su pallet robusti e privi di difetti per una distribuzione uniforme del peso.
Utilizzare protezioni angolari sul carico pallettizzato per evitare danni ai bordi della bobina durante la movimentazione e il trasporto.
Conservare la striscia a spirale nella confezione originale fino al momento dell'uso.
Assicurarsi che le bobine siano ben fasciate se conservate una di fronte all'altra per evitare graffi.
Conservare in un luogo riscaldato e con umidità controllata per ridurre al minimo il rischio di macchie d'acqua.
Yuqi Metal consiglia di conservare le bobine in un ambiente pulito e asciutto e di utilizzare attrezzature di sollevamento adeguate. Dovresti evitare di impilare le bobine direttamente una sopra l'altra. Ispezioni regolari aiutano a rilevare tempestivamente i difetti e a mantenere la qualità della bobina.
Cura dell'attrezzatura
Una corretta manutenzione delle attrezzature svolge un ruolo chiave nella prevenzione dei graffi superficiali. Ispezionare guide, rulli e trasportatori per eventuali segni di usura o spigoli vivi. Sostituire immediatamente le parti danneggiate per evitare di provocare graffi durante la lavorazione. Allinea correttamente gli strati durante la ricottura per evitare disallineamenti e ridurre il rischio di danni. Yuqi Metal segue rigorosi standard di qualità e controlli di routine delle attrezzature per garantire che le bobine rimangano esenti da difetti. Puoi adottare pratiche simili per proteggere le tue bobine e prolungarne la durata.
Differenza di colore
![Differenza di colore]()
Panoramica dei difetti
La differenza di colore è un difetto comune che potresti notare nelle bobine di alluminio rivestite di colore. Questo problema si verifica quando il colore del rivestimento appare non uniforme o incoerente sulla superficie della bobina. Potresti vedere questo problema come macchie, strisce o cambiamenti di ombra. La differenza di colore può influire sull'attrattiva visiva e sulla qualità percepita del prodotto finito. Spesso è il risultato di variazioni nelle materie prime, spessore del rivestimento incoerente o cambiamenti nelle condizioni del processo. Se non si affronta la differenza di colore, ciò può portare a reclami da parte dei clienti e ridurre il valore del prodotto.
Identificazione
È possibile identificare la differenza di colore confrontando la superficie della bobina con un'illuminazione costante. Cerca le aree in cui il colore appare più chiaro, più scuro o diverso dallo standard. È inoltre possibile utilizzare standard e strumenti di settore per misurare e confermare l'uniformità del colore. La tabella seguente elenca alcuni degli standard più utilizzati per identificare la differenza di colore e i relativi difetti nelle bobine di alluminio rivestite a colori:
Standard |
Descrizione |
ECCA T3 |
Gamma colori per bobine in alluminio verniciato |
ECCA T2 |
Specifiche del grado di brillantezza |
ECCA T1 |
Requisiti di spessore del rivestimento |
ECCA T4 |
Standard di durezza della matita |
ASTM D3359 |
Metodo di prova di adesione |
ASTM D2794 |
Metodo di prova della resistenza agli urti |
GB/T17748 |
Metodo di prova della resistenza all'ebollizione |
ASTM D2248 |
Metodo di prova della resistenza ai solventi |
ASTM D1308 |
Metodo di prova della resistenza all'acidità |
Se trovi un sospetto difetto, confronta la bobina con un campione di riferimento o utilizza uno spettrofotometro per una misurazione precisa.
Precauzioni per l'utilizzo di bobine in alluminio verniciato
Coerenza del materiale
Puoi prevenire la differenza di colore scegliendo materie prime coerenti. Quando possibile, selezionare bobine di alluminio dello stesso lotto e fornitore. Yuqi Metal offre un'ampia gamma di tipi di leghe e finiture superficiali, che aiutano a ridurre al minimo le variazioni di colore. Utilizzando bobine con composizione chimica e trattamento superficiale simili, si riduce il rischio di mancata corrispondenza dei colori. Controllare sempre il numero di lotto e il tipo di finitura prima di iniziare la produzione.
Controllo del processo
Il controllo del processo gioca un ruolo chiave nell'evitare la differenza di colore. Dovresti monitorare ogni fase del processo di rivestimento. I sistemi di misurazione del colore in linea possono valutare la qualità del colore sull'intera bobina. Lo spettrofotometro in linea ERX145 misura il colore su superfici rivestite a caldo e tiene conto dei cambiamenti di temperatura. Il feedback in tempo reale ti consente di apportare modifiche immediate e mantenere l'uniformità del colore.
Per ridurre ulteriormente i difetti, prestare attenzione a questi fattori di processo:
Spessore del rivestimento anodico
Tipo di processo di anodizzazione (ad esempio 2 fasi o colore integrale)
Tipo di soluzione e concentrazione
Temperatura della soluzione
Tipo di attacco utilizzato
Tempo impiegato in ogni fase del processo
Dimensioni del carico e metodo di scaffalatura
Variazione della densità di corrente
Suggerimento: calibrare regolarmente gli strumenti di misurazione e conservare registrazioni dettagliate dei parametri di processo. Questo ti aiuta a tracciare e correggere rapidamente qualsiasi differenza di colore.
Seguendo queste precauzioni, è possibile mantenere un'elevata qualità ed evitare difetti del substrato metallico causati dall'incoerenza del colore nelle bobine di alluminio rivestite di colore.
Scarsa adesione
Panoramica dei difetti
La scarsa adesione costituisce un difetto critico nelle bobine di alluminio rivestite a colori. Potresti notare che il rivestimento non riesce a legarsi correttamente con la superficie in alluminio. Questo problema può portare a desquamazione, desquamazione o formazione di vesciche. Quando il rivestimento si separa, la bobina diventa vulnerabile ai danni ambientali. Una scarsa adesione spesso deriva da una preparazione inadeguata della superficie, da contaminazione o da metodi di applicazione errati. È necessario risolvere questo difetto per mantenere la qualità e la durata del prodotto. Se si ignora la scarsa adesione, si rischia di esporre la bobina alla corrosione e ad altri difetti del substrato metallico.
Identificazione
È possibile identificare una scarsa adesione ispezionando la bobina per individuare eventuali segni di desquamazione o sfaldamento. Utilizzare un semplice test del nastro per verificare l'adesione della pellicola. Applicare il nastro adesivo sulla superficie rivestita e staccarlo con decisione. Se il rivestimento si solleva o si rompe, hai una chiara indicazione di metallo difettoso. Cerca bolle, vesciche o aree in cui il rivestimento appare allentato. Questi difetti segnalano che il legame tra il rivestimento e l'alluminio è debole. Un'ispezione regolare aiuta a individuare tempestivamente questo difetto e a prevenire ulteriori danni.
Suggerimento: controlla sempre la presenza di segni visibili di separazione o formazione di bolle prima di utilizzare bobine di alluminio rivestite di colore nel tuo progetto.
Prevenzione
Pretrattamento
È possibile evitare una scarsa adesione preparando attentamente la superficie in alluminio. Una superficie pulita e liscia è essenziale per l'adesione del rivestimento. Ispezionare la superficie per individuare eventuali difetti quali graffi, cavità o residui di olio. Rimuovere tutti i contaminanti utilizzando metodi di pulizia adeguati. Molti produttori ora utilizzano composizioni di pretrattamento prive di cromati e fosfati. Queste opzioni rispettose dell'ambiente forniscono una resistenza alla corrosione equivalente ai rivestimenti tradizionali. Proteggi sia la batteria che l'ambiente scegliendo questi pretrattamenti avanzati.
Pulire accuratamente l'alluminio prima di applicare qualsiasi rivestimento.
Ispezionare eventuali difetti e riparare eventuali graffi o cavità.
Utilizzare pretrattamenti privi di cromati o fosfati per una migliore resistenza alla corrosione.
Processo di rivestimento
Il processo di rivestimento svolge un ruolo importante nel prevenire una scarsa adesione. È necessario applicare il rivestimento in modo uniforme e con lo spessore corretto. Monitorare la temperatura e l'umidità durante l'applicazione. Questi fattori influenzano la qualità del legame del rivestimento con l'alluminio. Utilizzare vernice di alta qualità e seguire le linee guida del produttore. Yuqi Metal consiglia controlli regolari del processo per garantire risultati coerenti. Dovresti anche calibrare la tua attrezzatura e mantenere la corretta velocità di applicazione.
Applicare il rivestimento in un ambiente controllato.
Controllare lo spessore e l'uniformità dello strato di rivestimento.
Utilizzare apparecchiature affidabili e monitorare attentamente i parametri di processo.
Nota: il controllo coerente del processo e la preparazione della superficie aiutano a evitare difetti e a mantenere un'elevata qualità delle bobine di alluminio rivestite a colori.
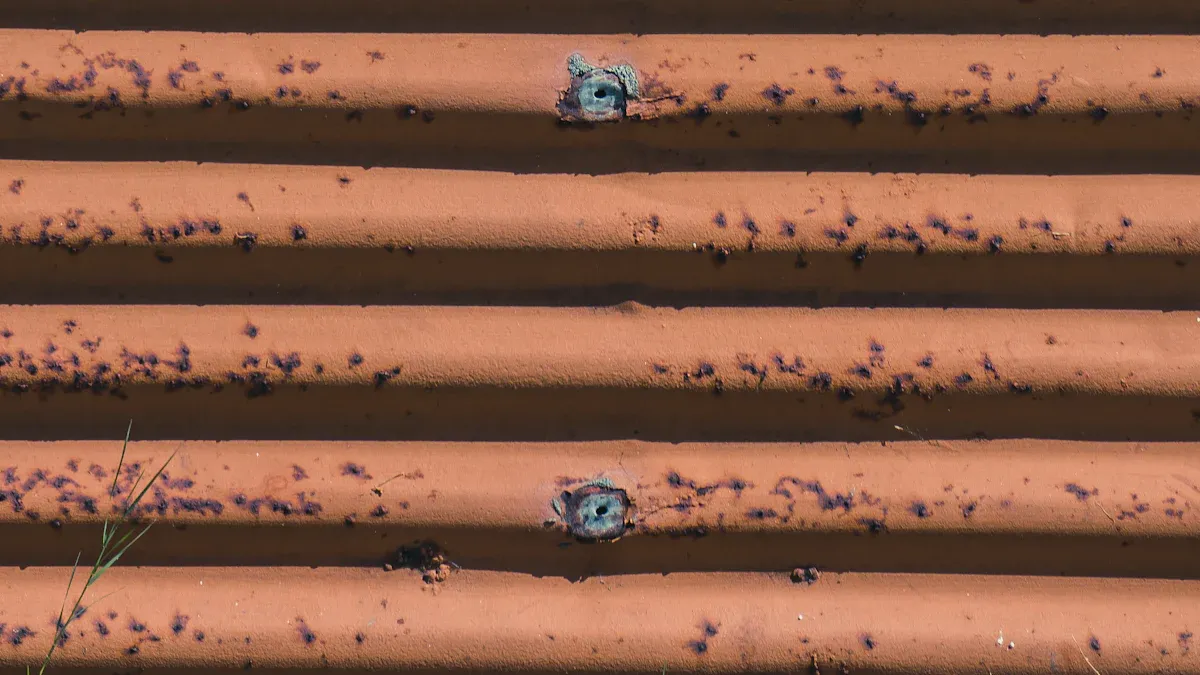
Fori di spillo
Panoramica dei difetti
I fori di spillo sono piccoli pori che possono apparire sulla superficie di bobine in alluminio verniciato . Potresti notare che questi piccoli fori hanno un diametro compreso tra 5 μm e 50 μm. I fori di spillo spesso derivano da impurità presenti nell'alluminio grezzo, incoerenze durante il processo di laminazione o danni meccanici che si verificano durante la produzione. Questi difetti possono compromettere la barriera protettiva del rivestimento, consentendo all'umidità o ai contaminanti di raggiungere il metallo sottostante. Nelle applicazioni sensibili, come gli imballaggi farmaceutici, anche un singolo foro stenopeico più grande di 20 μm può consentire l’ingresso di contaminanti, il che evidenzia l’importanza di prevenire questo difetto.
Ecco un riepilogo delle principali cause della formazione di fori stenopeici:
Causa della formazione del foro stenopeico |
Descrizione |
Impurità nell'alluminio grezzo |
Le impurità esogene ed endogene, come il diboruro di titanio e i silicati, contribuiscono in modo significativo alla formazione dei fori stenopeici. |
Incoerenze durante la laminazione |
Le variazioni nel processo di laminazione possono portare a difetti, inclusi fori di spillo. |
Danni meccanici |
I danni durante i processi di produzione possono creare fori di spillo nel prodotto finale. |
Dovresti capire che le dimensioni e le forme dei fori stenopeici variano a seconda dei tipi di impurità presenti. Le proprietà meccaniche di queste impurità influenzano anche il modo in cui si formano i fori di spillo. Quando vedi dei fori di spillo, stai osservando un segno di metallo difettoso che può influire sulla qualità complessiva del prodotto finito.
Identificazione
È possibile rilevare fori di spillo ispezionando visivamente la superficie della bobina sotto un'illuminazione adeguata. Cerca piccoli pori o fori che rompono la levigatezza del rivestimento. Gli standard del settore raccomandano un massimo di tre fori stenopeici per metro quadrato per bobine di alta qualità. Per un rilevamento più preciso, è possibile utilizzare metodi avanzati come la scansione laser, l'ispezione ottica automatizzata (AOI) o la profilometria della superficie 3D. Queste tecnologie consentono di misurare nel dettaglio le variazioni superficiali e di identificare anche i più piccoli difetti.
Metodo di rilevamento |
Descrizione |
Standard di ispezione visiva |
Standard per l'identificazione dei difetti superficiali. |
Difetti massimi ammessi |
≤3 fori stenopeici per m². |
Metodi di rilevamento avanzati |
Include scansione laser e ispezione ottica automatizzata. |
Scansione laser |
Precisione di ±0,01 mm. |
Ispezione ottica automatizzata (AOI) |
Tecnologia avanzata per il rilevamento dei difetti. |
Profilometria di superfici 3D |
Misura le variazioni della superficie in dettaglio. |
Suggerimento: le ispezioni regolari che utilizzano metodi visivi e automatizzati ti aiutano a mantenere una qualità elevata e a impedire che le bobine difettose raggiungano i tuoi clienti.
Prevenzione
Tecnica di applicazione
È possibile ridurre i fori di spillo concentrandosi su tecniche di applicazione adeguate durante il processo di rivestimento. Inizia assicurandoti che il liquido di alluminio sia ben purificato e filtrato prima di arrotolarlo. Questo passaggio rimuove le impurità che possono causare difetti. Utilizzare oli di laminazione di alta qualità e installare un sistema di filtraggio per ridurre al minimo la contaminazione da polvere. Regola le condizioni di rotolamento aumentando la forza di rotolamento e riducendo la tensione. Queste modifiche contribuiscono a creare una superficie più liscia e meno fori di spillo.
Purificare e filtrare il liquido di alluminio prima della lavorazione.
Utilizzare oli di laminazione di alta qualità e mantenere le attrezzature pulite.
Regola la forza di laminazione e la tensione per risultati ottimali.
Controllo ambientale
Anche i fattori ambientali svolgono un ruolo nella prevenzione del foro stenopeico. Mantenere pulita l'area di produzione e controllare i livelli di polvere. Mantenere temperatura e umidità stabili durante il processo di rivestimento. Questi passaggi aiutano a evitare l'introduzione di nuovi difetti e garantiscono che il rivestimento formi uno strato protettivo continuo.
Pulire regolarmente l'ambiente di produzione.
Monitorare e controllare la temperatura e l'umidità.
Conservare le bobine in un'area asciutta e priva di polvere dopo il rivestimento.
Seguendo queste migliori pratiche, puoi ridurre al minimo i fori di spillo e mantenere la qualità delle bobine in alluminio rivestite di colore.
Onda del bordo
Panoramica dei difetti
L'onda del bordo è un difetto che potresti riscontrare durante la produzione bobine in alluminio verniciato . Questo difetto appare come ondulazioni o motivi ondulati lungo i bordi della bobina. L'onda del bordo può influenzare la planarità e l'usabilità della bobina. Potresti riscontrare questo problema quando la bobina non è piatta o quando i bordi si sollevano sopra il centro. L'onda del bordo spesso deriva da una deformazione irregolare durante il rotolamento o da un controllo inadeguato della tensione. È necessario affrontare tempestivamente le ondulazioni dei bordi per mantenere la qualità del prodotto finito e prevenire ulteriori difetti come la curvatura della bobina, l'impostazione della bobina, la balestra o la fibbia centrale.
Identificazione
È possibile identificare l'onda del bordo ispezionando la bobina per individuare onde visibili o increspature lungo i bordi. Posizionare la bobina su una superficie piana e osservare il profilo. Se i bordi curvano verso l'alto o verso il basso rispetto al centro, hai rilevato un'onda laterale. Potresti anche notare che la bobina non si adatta correttamente alle apparecchiature di elaborazione automatizzate. L'onda del bordo può causare problemi durante il taglio, il taglio o ulteriori applicazioni di rivestimento. L'ispezione regolare ti aiuta a individuare questo difetto prima che influisca sulla tua linea di produzione.
Suggerimento: utilizzare una riga o uno strumento di misurazione per verificare l'onda del bordo. Confrontare l'altezza del bordo con l'altezza del centro per confermare la presenza di questo difetto.
Prevenzione
Tensione della bobina
È possibile ridurre al minimo l'onda sui bordi controllando la tensione della bobina durante la produzione. Una tensione adeguata garantisce che la bobina rimanga piatta e ne prevenga la deformazione. Regola le impostazioni di tensione sulle tue apparecchiature di arrotolamento e avvolgimento. Monitorare i livelli di tensione durante tutto il processo. Se noti cambiamenti nella tensione, apporta modifiche immediate. Il livellamento della tensione o il rinvenimento possono aiutare ad appiattire e raddrizzare le bobine ondulate. Queste misure correttive migliorano la qualità della bobina e riducono i difetti.
Processo di laminazione
L'ottimizzazione del processo di laminazione è essenziale per prevenire le onde del bordo. Concentrati su queste strategie:
Regolare la distanza tra i rulli, la velocità di laminazione e la temperatura per ridurre al minimo la deformazione irregolare.
Allineare e sostenere adeguatamente la striscia per evitare ondulazioni dei bordi e altri fenomeni di deformazione.
Implementare misure correttive come livellamento della tensione o laminazione di rinvenimento per appiattire e raddrizzare le bobine.
Dovresti anche verificare la presenza di altri difetti correlati come la campanatura della bobina, il set di bobine, la balestra e la fibbia centrale. Questi problemi si verificano spesso insieme all'onda del bordo e possono influire sulle prestazioni del rivestimento. Yuqi Metal consiglia controlli di processo di routine e manutenzione delle apparecchiature per garantire risultati coerenti. Seguendo queste migliori pratiche, manterrai un'elevata qualità e riduci il rischio di ondulazioni sui bordi nelle bobine di alluminio rivestite a colori.
Bassa brillantezza
Panoramica dei difetti
La scarsa brillantezza è un difetto che influisce sull'aspetto e sulle prestazioni delle bobine di alluminio rivestite di colore. Potresti notare che la superficie appare opaca o priva di lucentezza. Questo problema può ridurre l'attrattiva visiva dei prodotti finiti. Una scarsa brillantezza spesso segnala problemi con il processo di rivestimento o con la preparazione della superficie. Quando i livelli di brillantezza diminuiscono, si rischia di perdere il valore estetico e i benefici protettivi della bobina. Molte industrie richiedono un'elevata brillantezza per applicazioni architettoniche e decorative, quindi è essenziale mantenere una brillantezza adeguata.
Identificazione
È possibile identificare la scarsa brillantezza confrontando la superficie della bobina con un campione di riferimento sotto un'illuminazione costante. Utilizzare un misuratore di brillantezza per misurare accuratamente i livelli di brillantezza. La tolleranza per la misurazione della brillantezza è ±5, il che aiuta a rilevare anche piccoli cambiamenti. Gli standard del settore ti guidano nella valutazione dei livelli di brillantezza per le bobine di alluminio rivestite a colori. La tabella seguente riassume i principali standard utilizzati:
Aspetto |
Dettagli |
Misurazione della brillantezza |
Misurato con un glossmetro (tolleranza ±5) |
Standard |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Se vedi una finitura opaca o una lucentezza non uniforme, probabilmente hai trovato un difetto. I controlli regolari ti aiutano a mantenere una brillantezza costante ed evitare difetti che influiscono sulla qualità del prodotto.
Suggerimento: misura sempre i livelli di brillantezza dopo il processo di rivestimento per garantire che le bobine soddisfino i requisiti del settore.
Prevenzione
Preparazione della superficie
Una corretta preparazione della superficie aiuta a prevenire la scarsa brillantezza. Pulire accuratamente il substrato di alluminio prima di applicare il rivestimento. Rimuovere olio, umidità e polvere per creare una base liscia. Superfici ruvide o contaminanti possono ostacolare la brillantezza e causare difetti. È necessario ispezionare il substrato per verificare la presenza di graffi o cavità e ripararli secondo necessità. Yuqi Metal consiglia di utilizzare metodi di pulizia avanzati per ottenere una superficie impeccabile. Una preparazione coerente garantisce che il rivestimento aderisca bene e conferisca la brillantezza desiderata.
Pulire il supporto per rimuovere olio e polvere.
Riparare graffi o cavità prima del rivestimento.
Ispezionare le superfici per verificare la presenza di rugosità e contaminanti.
Qualità del rivestimento
È possibile migliorare la brillantezza concentrandosi sulla qualità del rivestimento. Mescolare accuratamente la vernice prima dell'applicazione per evitare una lucentezza non uniforme. Evitare una quantità eccessiva di pigmenti, riempitivi o solventi nel rivestimento poiché possono ridurre la brillantezza. Utilizzare materiali di alta qualità e monitorare lo spessore del rivestimento superficiale. Anche una polimerizzazione incompleta o un'impostazione errata della temperatura nel forno possono portare a una scarsa brillantezza. Regolare attentamente la diluizione della vernice e assicurarsi che il processo di polimerizzazione sia completo. Yuqi Metal segue rigorosi controlli di processo per fornire lucentezza costante e alta qualità.
Mescolare bene la vernice prima dell'applicazione.
Monitorare lo spessore del rivestimento e la temperatura di polimerizzazione.
Utilizzare materiali di alta qualità ed evitare una diluizione eccessiva.
Controllare la presenza di polvere e garantire la giusta finezza del rivestimento.
Nota: ispezioni regolari e regolazioni del processo aiutano a prevenire la scarsa brillantezza e a mantenere la qualità delle bobine di alluminio rivestite a colori.
Delaminazione e ondulazione
Panoramica dei difetti
La delaminazione e l'ondulazione sono due difetti che possono influire sulle prestazioni e sull'aspetto del bobine in alluminio verniciato . La delaminazione avviene quando il rivestimento si stacca o si solleva dalla superficie metallica. L'ondulazione, nota anche come inscatolamento dell'olio, appare come superfici deformate o irregolari sulla bobina. Questi problemi spesso derivano da una preparazione inadeguata della superficie, da infiltrazioni di umidità o da sollecitazioni durante la produzione. È necessario comprenderne le cause per prevenire questi difetti e mantenere un'elevata qualità.
Di seguito una tabella che riassume le principali tipologie e cause:
Tipo di difetto |
Descrizione |
Cause |
Delaminazione del rivestimento della bobina |
Distacco o sollevamento dello strato di vernice o rivestimento dal substrato metallico. |
Pulizia o preparazione della superficie inadeguata prima del rivestimento, Intrusione di umidità durante lo stoccaggio, Sistema di rivestimento incompatibile. |
Conservazione dell'olio |
Ondulazione o deformazione delle superfici piane dei pannelli metallici. |
Sollecitazioni derivanti dalla produzione o dal taglio della bobina, spaziatura irregolare degli elementi di fissaggio durante l'installazione, dilatazione e contrazione termica. |
Nota: la delaminazione può esporre il metallo alla corrosione, mentre l'ondulazione influisce sulla planarità e sull'aspetto visivo della bobina.
Identificazione
È possibile identificare la delaminazione e l'ondulazione attraverso un'attenta ispezione. Gli esami visivi aiutano a individuare difetti superficiali come desquamazione o irregolarità. I controlli dimensionali consentono di misurare le proprietà fisiche e rilevare irregolarità. Questi metodi ti consentono di individuare tempestivamente i problemi ed evitare ulteriori danni.
Metodo di ispezione |
Descrizione |
Esami visivi |
Essenziale per identificare difetti superficiali come delaminazione e ondulazione. |
Controlli dimensionali |
Aiuta a misurare le proprietà fisiche per rilevare irregolarità. |
Suggerimento: ispezionare sempre le bobine in condizioni di buona illuminazione e utilizzare strumenti di misurazione per confermare la planarità e l'integrità del rivestimento.
Prevenzione
Adesione
È possibile prevenire la delaminazione concentrandosi sull'adesione. Pulire accuratamente la superficie in alluminio prima di applicare il rivestimento. Rimuovere olio, polvere e umidità per creare un legame forte. Scegli i sistemi di rivestimento compatibili e segui le linee guida del produttore. Yuqi Metal utilizza un pretrattamento avanzato e rigorosi controlli di processo per garantire un'adesione affidabile. Ispezioni regolari ti aiutano a rilevare i primi segni di delaminazione e ad adottare azioni correttive.
Pulire e asciugare la superficie prima del rivestimento.
Utilizzare materiali di rivestimento compatibili.
Controllare eventuali sbucciature o sollevamenti durante i controlli di routine.
Parametri di rotolamento
Il controllo dei parametri di laminazione è fondamentale per prevenire l'ondulazione. Monitorare la tensione, la velocità e la temperatura durante il processo di laminazione. Regola le impostazioni dell'attrezzatura per ridurre al minimo lo stress e la deformazione. Yuqi Metal consiglia la manutenzione ordinaria delle apparecchiature e il monitoraggio del processo. Dovresti verificare la presenza di superfici irregolari e apportare le modifiche necessarie. Un corretto rotolamento riduce il rischio di ondulazione e mantiene la bobina piatta.
Monitorare la tensione e la velocità durante il rotolamento.
Regolare l'attrezzatura per prevenire stress e deformazioni.
Ispezionare l'ondulazione dopo ogni fase di produzione.
Callout: Il controllo costante del processo e le ispezioni regolari vi aiutano a evitare difetti e a mantenere la qualità delle vostre bobine di alluminio rivestite a colori.
Precauzioni per l'utilizzo di bobine in alluminio verniciato
È possibile prevenire i difetti e mantenere la qualità seguendo le precauzioni chiave per l'utilizzo di bobine in alluminio rivestite a colori. Questi passaggi ti aiutano a evitare problemi come la balestra, il set di bobine e la fibbia centrale. Proteggi il tuo investimento e garantisci prestazioni affidabili in ogni applicazione.
Gestione
Una corretta gestione è essenziale per preservare l'integrità delle bobine di alluminio rivestite di colore. È necessario pulire e trattare le bobine per rimuovere impurità o contaminanti. Questo passaggio garantisce che il rivestimento aderisca bene e duri più a lungo. È possibile utilizzare metodi sgrassanti e disossidanti per eliminare le sostanze indesiderate. La preparazione della superficie, come levigatura o spazzolatura, crea una finitura liscia priva di graffi o ammaccature. Il pretrattamento chimico migliora il legame tra il rivestimento e l'alluminio.
Procedura di gestione |
Descrizione |
Pulizia |
Sgrassaggio e disossidazione rimuovono i contaminanti, garantendo la corretta adesione del rivestimento. |
Preparazione della superficie |
Levigatura, spazzolatura o molatura creano una superficie priva di difetti. |
Pretrattamento |
Trattamenti chimici o attacchi migliorano il legame tra rivestimento e alluminio. |
Puoi anche scegliere rivestimenti resistenti all'umidità e al sale, applicare strati aggiuntivi per la protezione UV e selezionare materiali che resistono alla corrosione chimica. Queste precauzioni per l'utilizzo di bobine in alluminio verniciato aiutano a evitare problemi comuni.
Suggerimento: maneggiare sempre le bobine con attenzione per evitare graffi e ammaccature. Utilizzare attrezzature di sollevamento adeguate ed evitare di impilare direttamente le bobine.
Magazzinaggio
È necessario conservare le bobine di alluminio verniciato in condizioni ottimali per preservarne la qualità. La conservazione al coperto in un magazzino pulito, asciutto e ben ventilato è la soluzione migliore. Lasciare acclimatare le bobine prima di disimballarle, soprattutto quando si passa da ambienti freddi a ambienti caldi. Utilizzare pallet di legno o tappetini di gomma per evitare deformazioni. Un flusso d'aria adeguato attorno a ciascuna bobina aiuta l'umidità a evaporare. Mantenere l'umidità relativa al di sotto del 50–60% per ridurre la formazione di condensa e il rischio di corrosione.
Conservare le bobine al chiuso in un magazzino pulito, asciutto e ben ventilato.
Lasciare acclimatare le bobine prima di disimballarle.
Utilizzare supporti adeguati per evitare deformazioni.
Garantire il flusso d'aria attorno a ciascuna bobina.
Mantenere l'umidità al di sotto del 50–60%.
Maneggiare le bobine con attenzione per evitare graffi.
Rimuovere la pellicola protettiva dell'imballaggio poco prima della lavorazione.
Ispezionare regolarmente per individuare eventuali segni di danni o umidità.
Queste precauzioni per l'utilizzo di bobine in alluminio verniciato garantiscono di evitare problemi legati allo stoccaggio e di mantenere la qualità del prodotto.
Ispezione di qualità
È necessario eseguire un'ispezione approfondita per rilevare eventuali difetti prima della spedizione. L'ispezione dello spessore del rivestimento conferma l'uniformità. I controlli sulla consistenza del colore garantiscono che la finitura soddisfi gli standard. Il test di adesione verifica il legame tra il rivestimento e l'alluminio. I test di piegatura a T o di flessibilità valutano la durabilità. L'ispezione dei difetti superficiali, inclusa l'ispezione visiva, aiuta a individuare graffi, ammaccature o altre irregolarità.
Controllo dello spessore del rivestimento
Verifiche della consistenza del colore
Test di adesione
Prove di T-bend o di flessibilità
Ispezione dei difetti superficiali
Nota: le ispezioni regolari e le misure di garanzia della qualità aiutano a fornire bobine in alluminio verniciate a colori affidabili. Yuqi Metal offre assistenza clienti e personalizzazione del prodotto per soddisfare le vostre esigenze specifiche.
Seguendo queste precauzioni per l'utilizzo di bobine in alluminio verniciato, si riducono al minimo i difetti e si mantiene un'elevata qualità. Puoi fare affidamento su Yuqi Metal per una guida esperta e soluzioni su misura.
Proteggi i tuoi progetti quando previeni i difetti e mantieni la qualità nelle bobine di alluminio rivestite a colori. Le migliori pratiche e le precauzioni attente ti aiutano a evitare problemi e migliorare le prestazioni. La formazione continua e le ispezioni regolari mantengono il tuo team preparato. Yuqi Metal ti supporta con prodotti certificati e un servizio affidabile.
Tipo di certificazione |
Dettagli |
ISO9001 |
Sistema di gestione |
Domande frequenti
A cosa servono le bobine in alluminio verniciato?
Tu usi bobine in alluminio verniciato a colori nei settori dell'edilizia, automobilistico, dell'imballaggio e HVAC. Queste bobine forniscono sia protezione che decorazione per tetti, pareti, soffitti e altre superfici.
Come si identifica un difetto superficiale su una bobina di alluminio?
Ispeziona la bobina sotto una buona illuminazione. Cerca graffi, ammaccature o cambiamenti di colore. Utilizzare un glossmetro o uno spettrofotometro per controlli più precisi.
Perché si verifica la differenza di colore nelle bobine di alluminio?
Potresti notare una differenza di colore dovuta a materie prime incoerenti, spessore del rivestimento non uniforme o cambiamenti nelle condizioni del processo. Controllare sempre i numeri di lotto e monitorare il processo di rivestimento.
Come conservare le bobine in alluminio verniciato?
Conservare le bobine al chiuso in un'area pulita, asciutta e ben ventilata. Utilizzare pallet o tappetini in gomma. Mantenere l'umidità al di sotto del 60%. Lasciare acclimatare le bobine prima di disimballarle.
Qual è il modo migliore per prevenire una scarsa adesione?
Pulisci e pretratta la superficie dell'alluminio prima del rivestimento. Utilizzare sistemi di rivestimento compatibili. Monitorare la temperatura e l'umidità durante l'applicazione per ottenere i migliori risultati.
Puoi personalizzare la lega o la finitura con Yuqi Metal?
SÌ! Puoi scegliere tra varie serie di leghe, spessori, larghezze e finiture superficiali. Yuqi Metal offre la personalizzazione per soddisfare le esigenze del tuo progetto.
Con quale frequenza dovresti ispezionare le batterie in alluminio verniciato?
È necessario ispezionare le bobine prima e dopo lo stoccaggio, durante la movimentazione e prima dell'uso. I controlli regolari ti aiutano a individuare tempestivamente i difetti e a mantenere la qualità.
Chi puoi contattare per supporto tecnico o consulenza sul prodotto?
Puoi contattare il team di assistenza clienti di Yuqi Metal. Forniscono guida esperta, informazioni tecniche e aiuto nella selezione del prodotto.