![7 уобичајених недостатака у алуминијумским калемовима обложеним бојама и савети за њихово спречавање]()
Квалитет игра виталну улогу у перформансама алуминијумских калемова обложених бојама у индустријама као што су грађевинарство, аутомобилска индустрија и паковање. Често се сусрећете са неколико кварова који могу утицати на поузданост завојнице. Најчешћа проблематична подручја укључују:
Површинске огреботине
Разлика у боји
Лоша адхезија
Пинхолес
Едге ваве
Лов глосс
Деламинација и таласастост
Иуки Метал користи мере обезбеђења квалитета и тестирање квалитета за испоруку премиум калемова. Можете пратити мере предострожности за коришћење алуминијумских намотаја обложених бојама да бисте спречили дефекте током производње и руковања.
Кеи Такеаваис
Површинске огреботине могу настати током руковања и складиштења. Увек пажљиво рукујте калемовима како бисте спречили оштећење.
Разлике у боји могу утицати на квалитет производа. Користите доследне сировине и пажљиво пратите процес премазивања.
Лоша адхезија доводи до љуштења и љуштења. Осигурајте одговарајућу припрему површине и користите компатибилне премазе.
Рупе су ситни недостаци који могу угрозити премаз. Одржавајте чисто производно окружење како бисте свели нечистоће на минимум.
Ивични талас утиче на употребљивост калема. Контролишите напетост током производње како бисте калемове задржали равним и спречили деформацију.
Низак сјај смањује визуелну привлачност. Добро припремите површине и пратите квалитет премаза да бисте одржали сјај.
Деламинација и валовитост могу утицати на перформансе. Фокусирајте се на параметре пријањања и ваљања како бисте спречили ове недостатке.
Редовне инспекције су кључне. Пре употребе проверите калемове да ли има кварова да бисте осигурали висок квалитет и поузданост.
Површинске огреботине
![Површинске огреботине]()
Преглед дефекта
Површинске огреботине представљају један од најчешћих недостатака са којима се можете сусрести алуминијумски намотаји у боји . Ове огреботине се могу појавити у било којој фази, од производње до руковања и складиштења. Често су резултат контакта са опремом, неправилног слагања или непажљивог кретања. Површинске огреботине не само да утичу на изглед, већ могу и да угрозе заштитни премаз, што доводи до даљег оштећења металне подлоге и потенцијалне корозије. Морате рано да решите овај проблем да бисте одржали квалитет и издржљивост вашег алуминијумског намотаја.
Узрок |
Опис |
Трење са вођицама или опремом |
Ово се дешава током обраде, што доводи до оштећења површине. |
Неусклађеност слоја током жарења |
Неусклађеност може изазвати огреботине приликом одмотавања. |
Неправилно руковање током завршне обраде |
Грешке у руковању могу довести до огреботина током паковања. |
Идентификација
Огреботине на површини можете идентификовати визуелним прегледом намотаја за линије, ознаке или жлебове који се разликују од предвиђене завршне обраде. Ове огреботине могу се појавити као плитке или дубоке, у зависности од тежине оштећења. Ако приметите сумњиви квар, проверите да ли има неправилности у премазу или изложеном металу. Огреботине често иду паралелно са смером калема, што их чини лакшим за уочавање током рутинских прегледа. Редовне провере вам помажу да откријете недостатке пре него што доведу до озбиљнијих проблема.
Превенција
Руковање
Савет: Увек пажљиво рукујте алуминијумским калемовима како бисте спречили случајна оштећења.
Дефекте можете свести на минимум тако што ћете пратити најбоље праксе током складиштења и транспорта:
Уверите се да су алуминијумске калемове чисте и без прљавштине или остатака пре паковања да бисте избегли огреботине током транспорта.
Чврсто омотајте калемове растезљивом фолијом да бисте заштитили од прашине, влаге и других фактора околине.
Поставите умотане калемове на чврсте палете без дефекта за равномерну расподелу тежине.
Користите штитнике за углове на палетизираном терету како бисте спречили оштећење ивица котура током руковања и транспорта.
Чувајте намотану траку у оригиналном паковању док не буде потребно.
Уверите се да су калемови чврсто поново везани ако их складиштите са једне стране на другу како бисте спречили гребање.
Чувајте на загрејаној локацији са контролисаном влажношћу како бисте смањили ризик од мрља од воде.
Иуки Метал препоручује складиштење калемова у чистом, сувом окружењу и коришћење одговарајуће опреме за подизање. Требало би да избегавате слагање калемова директно један на други. Редовне инспекције вам помажу да рано откријете кварове и одржите квалитет намотаја.
Нега опреме
Правилно одржавање опреме игра кључну улогу у спречавању површинских огреботина. Прегледајте водилице, ваљке и транспортере на хабање или оштре ивице. Одмах замените оштећене делове како бисте избегли огреботине током обраде. Правилно поравнајте слојеве током жарења како бисте спречили неусклађеност и смањили ризик од оштећења. Иуки Метал прати строге стандарде квалитета и рутинске провере опреме како би се осигурало да калемови остану без грешака. Можете усвојити сличне праксе како бисте заштитили своје завојнице и продужили њихов животни век.
Разлика у боји
![Разлика у боји]()
Преглед дефекта
Разлика у боји је уобичајени недостатак који можете приметити код алуминијумских калемова обложених бојом. Овај проблем се јавља када боја премаза изгледа неуједначено или неконзистентно на површини завојнице. Можда ћете овај проблем видети као закрпе, пруге или промене у сенци. Разлика у боји може утицати на визуелну привлачност и перципирани квалитет вашег готовог производа. Често је резултат варијација у сировинама, недоследне дебљине премаза или промена услова процеса. Ако се не позабавите разликама у боји, то може довести до притужби купаца и смањити вредност вашег производа.
Идентификација
Можете идентификовати разлику у боји упоређивањем површине завојнице под доследним осветљењем. Потражите области у којима је боја светлија, тамнија или другачија од стандардне. Такође можете користити индустријске стандарде и алате за мерење и потврду конзистентности боје. Следећа табела наводи неке од најчешће коришћених стандарда за идентификацију разлике у боји и сродних дефеката у алуминијумским калемовима обложеним бојом:
Стандард |
Опис |
ЕЦЦА Т3 |
Распон боја за обојене алуминијумске калемове |
ЕЦЦА Т2 |
Спецификације степена сјаја |
ЕЦЦА Т1 |
Захтеви за дебљину премаза |
ЕЦЦА Т4 |
Стандарди тврдоће оловке |
АСТМ Д3359 |
Метода испитивања адхезије |
АСТМ Д2794 |
Метода испитивања отпорности на удар |
ГБ/Т17748 |
Метода испитивања отпорности на кључање |
АСТМ Д2248 |
Метода испитивања отпорности на раствараче |
АСТМ Д1308 |
Метода испитивања отпорности на киселину |
Ако пронађете сумњиви квар, упоредите калем са референтним узорком или користите спектрофотометар за прецизно мерење.
Мере предострожности за коришћење алуминијумских намотаја обложених бојама
Конзистентност материјала
Можете спречити разлику у боји одабиром доследних сировина. Изаберите алуминијумске калемове из исте серије и добављача кад год је то могуће. Иуки Метал нуди широк спектар типова легура и завршних обрада, што вам помаже да минимизирате варијације боја. Коришћењем калемова сличног хемијског састава и површинске обраде смањујете ризик од неслагања боја. Увек проверите број серије и врсту завршетка пре почетка производње.
Контрола процеса
Контрола процеса игра кључну улогу у избегавању разлике у боји. Требало би да пратите сваки корак процеса премаза. Инлине системи за мерење боје могу проценити квалитет боје у целој завојници. ЕРКС145 Инлине спектрофотометар мери боју на врућим премазаним површинама и узима у обзир промене температуре. Повратне информације у реалном времену вам омогућавају да извршите тренутна подешавања и одржите конзистентност боја.
Да бисте додатно смањили недостатке, обратите пажњу на ове факторе процеса:
Дебљина анодног премаза
Тип процеса анодизације (као што је 2 корака или интегрална боја)
Врста раствора и концентрација
Температура раствора
Тип коришћеног бакра
Време проведено у сваком кораку процеса
Величина терета и начин регала
Варијација густине струје
Савет: Редовно калибришите своје мерне алате и водите детаљну евиденцију параметара процеса. Ово вам помаже да брзо пратите и исправите било коју разлику у боји.
Пратећи ове мере предострожности, можете одржати висок квалитет и избећи дефекте металне подлоге узроковане недоследношћу боје у алуминијумским калемовима обложеним бојом.
Лоша адхезија
Преглед дефекта
Лоша адхезија се истиче као критични недостатак код алуминијумских калемова обложених бојама. Можда ћете приметити да премаз не успева да се добро повеже са алуминијумском површином. Овај проблем може довести до љуштења, љуштења или стварања пликова. Када се премаз одвоји, калем постаје рањив на оштећења животне средине. Лоша адхезија често је резултат неправилне припреме површине, контаминације или нетачних метода наношења. Морате да решите овај недостатак да бисте одржали квалитет и трајност вашег производа. Ако занемарите лошу адхезију, ризикујете да изложите завојницу корозији и другим дефектима металне подлоге.
Идентификација
Лошу адхезију можете идентификовати тако што ћете прегледати калем да ли има знакова љуштења или љуштења. Користите једноставан тест траке да проверите адхезију филма. Нанесите лепљиву траку на обложену површину и оштро је повуците. Ако се премаз подиже или напукне, имате јасну индикацију неисправног метала. Потражите мехуриће, пликове или подручја на којима се премаз чини лабавим. Ови недостаци сигнализирају да је веза између премаза и алуминијума слаба. Редовни преглед вам помаже да рано уочите овај недостатак и спречите даља оштећења.
Савет: Увек проверите да ли има видљивих знакова одвајања или стварања пликова пре употребе алуминијумских намотаја у боји у свом пројекту.
Превенција
Предтретман
Можете спречити лоше пријањање тако што пажљиво припремите алуминијумску површину. Чиста и глатка површина је неопходна за лепљење премаза. Прегледајте површину да ли има оштећења као што су огреботине, удубљења или остаци уља. Уклоните све загађиваче користећи одговарајуће методе чишћења. Многи произвођачи сада користе композиције за претходну обраду без хрома и фосфата. Ове еколошки прихватљиве опције пружају отпорност на корозију еквивалентну традиционалним премазима. Штитите и калем и животну средину одабиром ових напредних предтретмана.
Пре наношења било каквог премаза темељно очистите алуминијум.
Прегледајте има ли недостатака и поправите све огреботине или удубљења.
Користите предтретмане без хрома или фосфата за бољу отпорност на корозију.
Процес премазивања
Процес премазивања игра главну улогу у спречавању лошег пријањања. Премаз морате нанети равномерно и у одговарајућој дебљини. Пратите температуру и влажност током наношења. Ови фактори утичу на то колико добро се премаз везује за алуминијум. Користите висококвалитетне боје и пратите упутства произвођача. Иуки Метал препоручује редовне провере процеса како би се обезбедили доследни резултати. Такође би требало да калибришете своју опрему и одржавате одговарајућу брзину наношења.
Нанесите премаз у контролисаном окружењу.
Проверите дебљину и уједначеност слоја премаза.
Користите поуздану опрему и пажљиво пратите параметре процеса.
Напомена: Доследна контрола процеса и припрема површине помажу вам да избегнете дефекте и одржите висок квалитет алуминијумских котура обложених бојама.
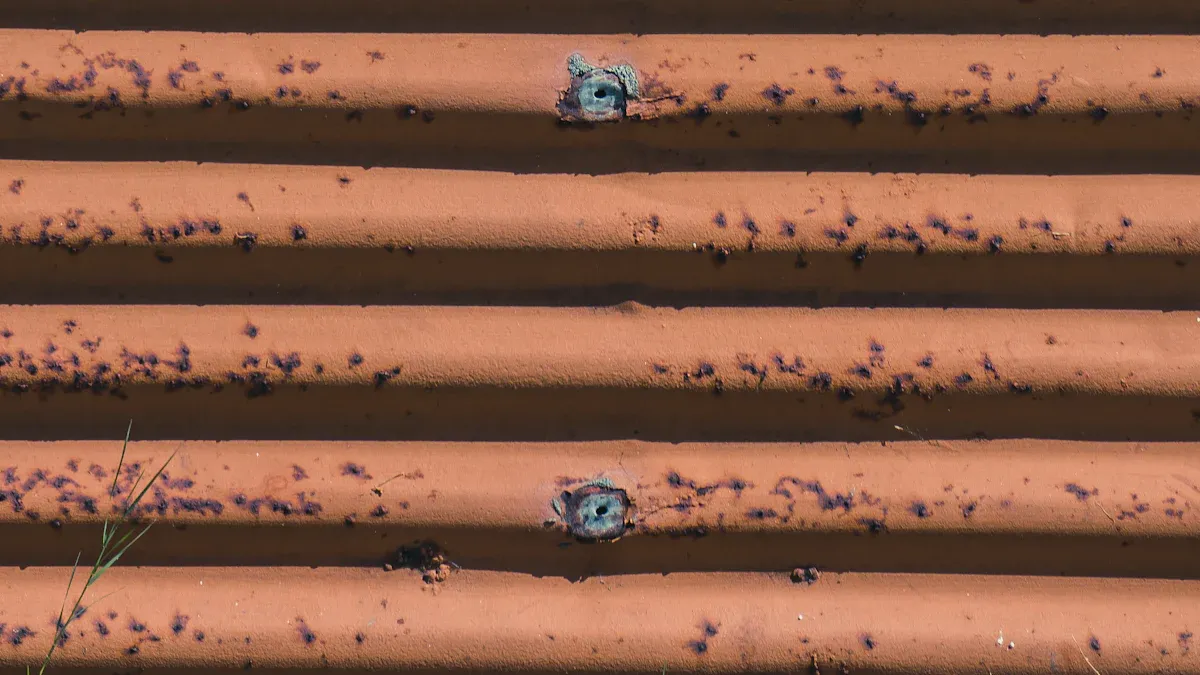
Пинхолес
Преглед дефекта
Рупе су ситне поре које се могу појавити на површини алуминијумски намотаји у боји . Можда ћете приметити да се ове мале рупе крећу од 5 μм до 50 μм у пречнику. Рупе често настају услед нечистоћа у сировом алуминијуму, недоследности током процеса ваљања или механичких оштећења до којих долази током производње. Ови недостаци могу угрозити заштитну баријеру премаза, дозвољавајући влази или загађивачима да дођу до метала испод. У осетљивим апликацијама, као што је фармацеутска амбалажа, чак и једна рупица већа од 20 μм може дозволити улазак загађивача, што наглашава важност спречавања овог дефекта.
Ево резимеа главних узрока формирања рупица:
Узрок формирања рупице |
Опис |
Нечистоће у сировом алуминијуму |
Егзогене и ендогене нечистоће, као што су титанијум диборид и силикати, значајно доприносе стварању рупица. |
Недоследности током ваљања |
Варијације у процесу ваљања могу довести до кварова, укључујући и рупице. |
Механичка оштећења |
Оштећења током производних процеса могу створити рупе у финалном производу. |
Требало би да разумете да се величине и облици рупица разликују у зависности од врсте присутних нечистоћа. Механичка својства ових нечистоћа такође утичу на то како се формирају рупице. Када видите рупе, гледате у знак неисправног метала који може утицати на укупан квалитет вашег готовог производа.
Идентификација
Можете открити рупице визуелним прегледом површине завојнице под одговарајућим осветљењем. Потражите ситне поре или рупе које нарушавају глаткоћу премаза. Индустријски стандарди препоручују максимално три рупе по квадратном метру за висококвалитетне калемове. За прецизније откривање, можете користити напредне методе као што су ласерско скенирање, аутоматизована оптичка инспекција (АОИ) или 3Д површинска профилометрија. Ове технологије вам омогућавају да детаљно мерите варијације површине и идентификујете чак и најмање недостатке.
Метода детекције |
Опис |
Стандарди визуелне инспекције |
Стандарди за идентификацију површинских недостатака. |
Максимално дозвољени недостаци |
≤3 рупе по м⊃2;. |
Напредне методе откривања |
Укључује ласерско скенирање и аутоматизовану оптичку инспекцију. |
Ласерско скенирање |
Прецизност од ±0,01 мм. |
Аутоматска оптичка инспекција (АОИ) |
Напредна технологија за откривање кварова. |
3Д површинска профилометрија |
Детаљно мери варијације површине. |
Савет: Редовне инспекције које користе визуелне и аутоматизоване методе помажу вам да одржите висок квалитет и спречите да неисправни калемови стигну до ваших купаца.
Превенција
Техника примене
Можете смањити рупице фокусирањем на правилне технике наношења током процеса премаза. Почните тако што ћете осигурати да је алуминијумска течност добро пречишћена и филтрирана пре ваљања. Овај корак уклања нечистоће које могу изазвати дефекте. Користите висококвалитетна уља за ваљање и инсталирајте систем за филтрирање како бисте свели контаминацију прашином на минимум. Подесите услове котрљања повећањем силе котрљања и смањењем напетости. Ове промене помажу у стварању глаткије површине и мање рупица.
Прочистите и филтрирајте алуминијумску течност пре обраде.
Користите висококвалитетна уља за ваљање и одржавајте чисту опрему.
Подесите силу котрљања и напетост за оптималне резултате.
Контрола животне средине
Фактори животне средине такође играју улогу у превенцији рупица. Одржавајте производни простор чистим и контролишите нивое прашине. Одржавајте стабилну температуру и влажност током процеса премаза. Ови кораци вам помажу да избегнете уношење нових дефеката и обезбедите да премаз формира непрекидан, заштитни слој.
Редовно чистите производно окружење.
Пратите и контролишете температуру и влажност.
Чувајте калемове на сувом месту без прашине након наношења премаза.
Пратећи ове најбоље праксе, можете минимизирати рупе и одржати квалитет алуминијумских калемова обложених бојама.
Едге Ваве
Преглед дефекта
Ивични талас је недостатак на који можете наићи током производње алуминијумски намотаји у боји . Овај дефект се појављује као таласасти или таласасти узорци дуж ивица завојнице. Ивични талас може утицати на равност и употребљивост завојнице. Можда ћете видети овај проблем када калем не лежи равно или када се ивице уздижу изнад центра. Ивични талас често настаје услед неравномерне деформације током котрљања или неправилне контроле затезања. Морате рано да се позабавите ивичним таласом да бисте одржали квалитет вашег готовог производа и спречили даље дефекте као што су нагиб завојнице, сет завојница, самострел или средишња копча.
Идентификација
Можете да идентификујете ивични талас тако што ћете прегледати калем да ли постоје видљиви таласи или таласи дуж ивица. Поставите калем на равну површину и посматрајте профил. Ако се ивице криве нагоре или надоле у поређењу са центром, детектовали сте ивични талас. Такође можете приметити да се калем не уклапа правилно у аутоматизовану опрему за обраду. Ивични талас може да изазове проблеме током сечења, сечења или даљег наношења премаза. Редовна инспекција вам помаже да откријете овај недостатак пре него што утиче на вашу производну линију.
Савет: Користите равнало или мерни алат да проверите да ли има ивичних таласа. Упоредите висину ивице са висином центра да бисте потврдили присуство овог дефекта.
Превенција
Цоил Тенсион
Можете минимизирати ивични талас контролисањем напетости завојнице током производње. Правилна напетост осигурава да калем остане раван и спречава деформацију. Подесите подешавања затезања на опреми за ваљање и намотавање. Пратите нивое напетости током целог процеса. Ако приметите промене у напетости, одмах извршите прилагођавања. Изједначавање напетости или темпераментно ваљање може помоћи у изравнавању и исправљању таласастих намотаја. Ове корективне мере побољшавају квалитет намотаја и смањују дефекте.
Роллинг Процесс
Оптимизација процеса ваљања је од суштинског значаја за спречавање таласа ивица. Фокусирајте се на ове стратегије:
Подесите размак ролне, брзину котрљања и температуру да бисте минимизирали неуједначену деформацију.
Поравнајте и подуприте траку правилно како бисте спречили ивични талас и друге појаве деформације.
Спроведите корективне мере као што су нивелисање затезања или опуштање да бисте изравнали и исправили калемове.
Такође би требало да проверите да ли постоје други повезани дефекти као што су нагиб завојнице, сет завојница, самострел и средишња копча. Ови проблеми се често јављају заједно са ивичним таласом и могу утицати на перформансе премаза. Иуки Метал препоручује рутинске провере процеса и одржавање опреме како би се обезбедили доследни резултати. Пратећи ове најбоље праксе, одржавате висок квалитет и смањујете ризик од ивичних таласа у алуминијумским калемовима обложеним бојом.
Лов Глосс
Преглед дефекта
Низак сјај је недостатак који утиче на изглед и перформансе алуминијумских намотаја обложених бојом. Можда ћете приметити да површина изгледа досадно или да јој недостаје сјај. Овај проблем може смањити визуелну привлачност ваших готових производа. Низак сјај често сигнализира проблеме са процесом премаза или припремом површине. Када ниво сјаја падне, ризикујете да изгубите естетску вредност и заштитне предности завојнице. Многе индустрије захтевају висок сјај за архитектонске и декоративне апликације, тако да је одржавање одговарајућег сјаја од суштинског значаја.
Идентификација
Низак сјај можете идентификовати тако што ћете упоредити површину завојнице са референтним узорком под доследним осветљењем. Користите мерач сјаја да бисте прецизно измерили нивое сјаја. Толеранција за мерење сјаја је ±5, што вам помаже да откријете чак и мале промене. Индустријски стандарди вас воде у процени нивоа сјаја алуминијумских намотаја у боји. Следећа табела сумира главне стандарде који се користе:
Аспецт |
Детаљи |
Мерење сјаја |
Измерено мерачем сјаја (толеранција ±5) |
Стандарди |
АСТМ-Б-209М, БС ЕН 485-2, ГБ/Т3880-2008 |
Ако видите затамњену завршну обраду или неуједначен сјај, вероватно сте пронашли недостатак. Редовне провере вам помажу да одржите доследан сјај и избегнете недостатке који утичу на квалитет производа.
Савет: Увек измерите нивое сјаја након процеса наношења премаза како бисте били сигурни да ваши калемови испуњавају индустријске захтеве.
Превенција
Припрема површине
Правилна припрема површине вам помаже да спречите слаб сјај. Пре наношења премаза темељно очистите алуминијумску подлогу. Уклоните уље, влагу и прашину да бисте створили глатку подлогу. Грубе површине или загађивачи могу ометати сјај и узроковати дефекте. Требало би да прегледате подлогу за огреботине или удубљења и поправите их по потреби. Иуки Метал препоручује коришћење напредних метода чишћења како би се постигла беспрекорна површина. Доследна припрема осигурава да се премаз добро везује и даје жељени сјај.
Очистите подлогу да бисте уклонили уље и прашину.
Поправите огреботине или удубљења пре премаза.
Прегледајте површине на храпавост и загађиваче.
Квалитет премаза
Можете побољшати сјај фокусирањем на квалитет премаза. Добро промешајте боју пре наношења да бисте избегли неуједначен сјај. Избегавајте превише пигмента, пунила или растварача у премазу, јер они могу смањити сјај. Користите висококвалитетне материјале и пратите дебљину површинског премаза. Непотпуно очвршћавање или неправилна подешавања температуре у пећи такође могу довести до ниског сјаја. Пажљиво подесите разблаживање боје и уверите се да је процес очвршћавања завршен. Иуки Метал прати строге контроле процеса како би пружио конзистентан сјај и висок квалитет.
Добро промешајте боју пре наношења.
Пратите дебљину премаза и температуру очвршћавања.
Користите висококвалитетне материјале и избегавајте претерано разблаживање.
Проверите да ли има прашине и обезбедите одговарајућу финоћу премаза.
Напомена: Редовне провере и прилагођавања процеса помажу вам да спречите слаб сјај и одржите квалитет алуминијумских намотаја обложених бојама.
Деламинација и таласастост
Преглед дефекта
Деламинација и таласастост су два дефекта која могу утицати на перформансе и изглед алуминијумски намотаји у боји . Деламинација се дешава када се премаз љушти или подиже са металне површине. Таласавост, такође позната као конзервирање уља, појављује се као извијање или неравне површине на завојници. Ови проблеми често настају услед неправилне припреме површине, продора влаге или напрезања током производње. Морате разумети узроке да бисте спречили ове недостатке и одржали висок квалитет.
Ево табеле која резимира главне типове и узроке:
Тип дефекта |
Опис |
Узроци |
Деламинација премаза намотаја |
Лупање или подизање слоја боје или премаза са металне подлоге. |
Неправилно чишћење или припрема површине пре наношења премаза, Продор влаге током складиштења, Некомпатибилан систем премаза. |
Оил Цаннинг |
Таласавост или извијање на равним површинама металних панела. |
Напрезања услед производње или сечења намотаја, Неравномерни размаци причвршћивача током уградње, Термичко ширење и скупљање. |
Напомена: Деламинација може изложити метал корозији, док валовитост утиче на равност и визуелну привлачност завојнице.
Идентификација
Пажљивим прегледом можете идентификовати деламинацију и таласастост. Визуелни прегледи вам помажу да уочите површинске дефекте као што су љуштење или неравнине. Провере димензија вам омогућавају да измерите физичка својства и откријете неправилности. Ове методе осигуравају да рано уочите проблеме и избегнете даља оштећења.
Метода инспекције |
Опис |
Визуелни прегледи |
Неопходан за идентификацију површинских дефеката као што су раслојавање и таласастост. |
Димензионалне провере |
Помаже у мерењу физичких својстава да би се откриле неправилности. |
Савет: Увек прегледајте калемове под добрим осветљењем и користите мерне алате да бисте потврдили равност и интегритет премаза.
Превенција
Адхезија
Можете спречити деламинацију фокусирањем на адхезију. Пре наношења премаза темељно очистите алуминијумску површину. Уклоните уље, прашину и влагу да бисте створили јаку везу. Изаберите компатибилне системе премаза и пратите упутства произвођача. Иуки Метал користи напредни предтретман и строгу контролу процеса како би осигурао поуздано приањање. Редовне инспекције вам помажу да откријете ране знаке деламинације и предузмете корективне мере.
Очистите и осушите површину пре наношења премаза.
Користите компатибилне материјале за премазивање.
Проверите да ли се љушти или подиже током рутинских провера.
Роллинг Параметерс
Контролисање параметара котрљања је кључно за спречавање валовитости. Пратите напетост, брзину и температуру током процеса ваљања. Подесите подешавања опреме да бисте минимизирали стрес и деформацију. Иуки Метал препоручује рутинско одржавање опреме и праћење процеса. Требало би да проверите да ли има неравних површина и извршите подешавања по потреби. Правилно ваљање смањује ризик од валовитости и одржава калем равним.
Пратите напетост и брзину током ваљања.
Подесите опрему како бисте спречили стрес и деформацију.
Прегледајте да ли је таласасто након сваке фазе производње.
Облачић: Доследна контрола процеса и редовне инспекције помажу вам да избегнете дефекте и одржите квалитет алуминијумских котура обложених бојама.
Мере предострожности за коришћење алуминијумских намотаја обложених бојама
Можете спречити дефекте и одржати квалитет пратећи кључне мере предострожности за коришћење алуминијумских намотаја у боји. Ови кораци вам помажу да избегнете проблеме као што су самострел, сет завојница и средишња копча. Штитите своју инвестицију и обезбеђујете поуздане перформансе у свакој примени.
Руковање
Правилно руковање је од суштинског значаја за очување интегритета алуминијумских калемова обложених бојама. Морате очистити и третирати завојнице да бисте уклонили нечистоће или загађиваче. Овај корак обезбеђује да премаз добро пријања и траје дуже. Да бисте елиминисали нежељене супстанце, можете користити методе одмашћивања и деоксидације. Припрема површине, као што је брушење или четкање, ствара глатку завршну обраду без огреботина или удубљења. Хемијски предтретман побољшава везу између премаза и алуминијума.
Процедура руковања |
Опис |
Чишћење |
Одмашћивање и деоксидација уклањају загађиваче, обезбеђујући правилно приањање премаза. |
Припрема површине |
Брушење, четкање или брушење ствара површину без оштећења. |
Предтретман |
Хемијски третмани или јеткање побољшавају везу између премаза и алуминијума. |
Такође можете одабрати премазе отпорне на влагу и со, нанети додатне слојеве за УВ заштиту и одабрати материјале који су отпорни на хемијску корозију. Ове мере предострожности за коришћење алуминијумских калемова обложених бојама помажу вам да избегнете уобичајене проблеме.
Савет: Увек пажљиво рукујте намотајима како бисте спречили огреботине и удубљења. Користите одговарајућу опрему за подизање и избегавајте директно слагање калемова.
Складиштење
Морате складиштити обојене алуминијумске калемове у оптималним условима да бисте одржали квалитет. Најбоље је складиштење у затвореном простору у чистом, сувом и добро проветреном складишту. Дозволите калемовима да се аклиматизирају пре распакивања, посебно када прелазите из хладног у топло окружење. Користите дрвене палете или гумене простирке да бисте спречили деформацију. Одговарајући проток ваздуха око сваке завојнице помаже да влага испарава. Одржавајте релативну влажност испод 50–60% да бисте смањили ризик од кондензације и корозије.
Чувајте калемове у затвореном простору у чистом, сувом и добро проветреном складишту.
Дозволите калемовима да се аклиматизирају пре распакивања.
Користите одговарајуће носаче да бисте спречили деформацију.
Обезбедите проток ваздуха око сваке завојнице.
Одржавајте влажност испод 50-60%.
Пажљиво рукујте намотајима да бисте избегли огреботине.
Уклоните заштитну фолију за паковање непосредно пре обраде.
Редовно проверавајте да ли има знакова оштећења или влаге.
Ове мере предострожности за коришћење алуминијумских намотаја у боји обезбеђују да избегнете проблеме у вези са складиштењем и одржите квалитет производа.
Инспекција квалитета
Морате извршити темељну инспекцију да бисте открили било какав недостатак пре испоруке. Провера дебљине премаза потврђује уједначеност. Провере конзистентности боје осигуравају да завршна обрада испуњава стандарде. Испитивање адхезије потврђује везу између премаза и алуминијума. Т-бенд или тестови флексибилности процењују издржљивост. Инспекција површинских оштећења, укључујући визуелну инспекцију, помаже вам да уочите огреботине, удубљења или друге неправилности.
Контрола дебљине премаза
Провера конзистенције боје
Испитивање адхезије
Т-савијање или тестови флексибилности
Инспекција површинских оштећења
Напомена: Редовне провере и мере обезбеђења квалитета помажу вам да испоручите поуздане алуминијумске намотаје у боји. Иуки Метал нуди корисничку подршку и прилагођавање производа у складу са вашим специфичним потребама.
Пратећи ове мере предострожности за коришћење алуминијумских калемова обложених бојама, минимизирате дефекте и одржавате висок квалитет. Можете се ослонити на Иуки Метал за стручно вођење и решења по мери.
Своје пројекте штитите када спречите дефекте и одржите квалитет у алуминијумским намотајима у боји. Најбоље праксе и пажљиве мере предострожности вам помажу да избегнете проблеме и побољшате учинак. Стална обука и редовне инспекције одржавају ваш тим спремним. Иуки Метал вас подржава са сертификованим производима и поузданом услугом.
Врста сертификата |
Детаљи |
ИСО 9001 |
Систем управљања |
ФАК
За шта се користе алуминијумски калемови обложени бојама?
Ви користите обојени алуминијумски намотаји у грађевинарству, аутомобилској индустрији, индустрији паковања и ХВАЦ индустрији. Ови калемови обезбеђују и заштиту и декорацију за кровове, зидове, плафоне и друге површине.
Како препознати површински дефект на алуминијумској завојници?
Прегледајте завојницу под добрим осветљењем. Потражите огреботине, удубљења или промене боје. За прецизније провере користите мерач сјаја или спектрофотометар.
Зашто се у алуминијумским калемовима јавља разлика у боји?
Можда ћете видети разлику у боји због недоследних сировина, неуједначене дебљине премаза или промена у условима процеса. Увек проверавајте бројеве серија и пратите процес премазивања.
Како треба да складиштите алуминијумске намотаје у боји?
Завојнице чувате у затвореном простору у чистом, сувом и добро проветреном простору. Користите палете или гумене простирке. Одржавајте влажност испод 60%. Дозволите калемовима да се аклиматизирају пре распакивања.
Који је најбољи начин да се спречи лоша адхезија?
Алуминијумску површину очистите и претходно обрадите пре наношења премаза. Користите компатибилне системе премаза. Пратите температуру и влажност током наношења за најбоље резултате.
Можете ли прилагодити легуру или завршити са Иуки Металом?
Да! Можете бирати између различитих серија легуре, дебљине, ширине и површинске обраде. Иуки Метал нуди прилагођавање у складу са потребама вашег пројекта.
Колико често треба да прегледате алуминијумске намотаје у боји?
Требало би да прегледате калемове пре и после складиштења, током руковања и пре употребе. Редовне провере вам помажу да рано уочите недостатке и одржите квалитет.
Коме се можете обратити за техничку подршку или савет о производу?
Можете контактирати тим за корисничку подршку компаније Иуки Метал. Они пружају стручне смернице, техничке информације и помажу при избору производа.