![7 defeitos comuns em bobinas de alumínio com revestimento colorido e dicas para evitá-los]()
A qualidade desempenha um papel vital no desempenho das bobinas de alumínio com revestimento colorido em setores como construção, automotivo e embalagens. Muitas vezes você encontra vários defeitos que podem afetar a confiabilidade da bobina. As áreas problemáticas mais comuns incluem:
Arranhões superficiais
Diferença de cor
Má adesão
Buracos
Onda de borda
Baixo brilho
Delaminação e ondulação
A Yuqi Metal usa medidas e testes de garantia de qualidade para fornecer bobinas premium. Você pode seguir as precauções para uso de bobinas de alumínio com revestimento colorido para evitar defeitos durante a produção e manuseio.
Principais conclusões
Arranhões superficiais podem ocorrer durante o manuseio e armazenamento. Sempre manuseie as bobinas com cuidado para evitar danos.
As diferenças de cor podem afetar a qualidade do produto. Use matérias-primas consistentes e monitore de perto o processo de revestimento.
A má adesão leva à descamação e descamação. Garanta uma preparação adequada da superfície e use revestimentos compatíveis.
Pinholes são pequenos defeitos que podem comprometer o revestimento. Mantenha um ambiente de produção limpo para minimizar impurezas.
A onda de borda afeta a usabilidade da bobina. Controle a tensão durante a produção para manter as bobinas planas e evitar deformações.
O baixo brilho reduz o apelo visual. Prepare bem as superfícies e monitore a qualidade do revestimento para manter o brilho.
A delaminação e a ondulação podem afetar o desempenho. Concentre-se nos parâmetros de adesão e laminação para evitar esses defeitos.
Inspeções regulares são cruciais. Verifique se há defeitos nas bobinas antes do uso para garantir alta qualidade e confiabilidade.
Arranhões superficiais
![Arranhões superficiais]()
Visão geral do defeito
Arranhões superficiais representam um dos defeitos mais frequentes que você pode encontrar bobinas de alumínio com revestimento colorido . Esses arranhões podem ocorrer em qualquer fase, desde a fabricação até o manuseio e armazenamento. Muitas vezes resultam do contato com equipamentos, empilhamento inadequado ou movimento descuidado. Arranhões superficiais não afetam apenas a aparência, mas também podem comprometer o revestimento protetor, levando a mais defeitos no substrato metálico e potencial corrosão. Você deve resolver esse problema o quanto antes para manter a qualidade e a durabilidade de sua bobina de alumínio.
Causa |
Descrição |
Atrito com guias ou equipamentos |
Isso ocorre durante o processamento, causando danos à superfície. |
Desalinhamento da camada durante o recozimento |
O desalinhamento pode causar arranhões ao desenrolar. |
Manuseio inadequado durante o acabamento |
Erros de manuseio podem resultar em arranhões durante a embalagem. |
Identificação
Você pode identificar arranhões na superfície inspecionando visualmente a bobina em busca de linhas, marcas ou ranhuras que diferem do acabamento pretendido. Esses arranhões podem aparecer como marcas superficiais ou profundas, dependendo da gravidade do dano. Se você notar alguma suspeita de defeito, verifique se há irregularidades no revestimento ou metal exposto. Os riscos geralmente correm paralelamente à direção da bobina, tornando-os mais fáceis de detectar durante as inspeções de rotina. As verificações regulares ajudam a detectar defeitos antes que eles levem a problemas mais sérios.
Prevenção
Manuseio
Dica: Sempre manuseie as bobinas de alumínio com cuidado para evitar danos acidentais.
Você pode minimizar os defeitos seguindo as práticas recomendadas durante o armazenamento e transporte:
Certifique-se de que as bobinas de alumínio estejam limpas e livres de sujeira ou detritos antes de embalá-las para evitar abrasões durante o transporte.
Enrole as bobinas firmemente com filme extensível para protegê-las contra poeira, umidade e outros fatores ambientais.
Coloque as bobinas embaladas em paletes resistentes e sem defeitos para uma distribuição uniforme do peso.
Utilize protetores de canto na carga paletizada para evitar danos às bordas das bobinas durante o manuseio e transporte.
Mantenha a tira enrolada em sua embalagem original até que seja necessária.
Certifique-se de que as bobinas estejam bem amarradas se forem armazenadas de lado a lado para evitar arranhões.
Armazene em local aquecido e com umidade controlada para minimizar o risco de manchas de água.
A Yuqi Metal recomenda armazenar as bobinas em um ambiente limpo e seco e usar equipamento de elevação adequado. Você deve evitar empilhar bobinas diretamente umas sobre as outras. Inspeções regulares ajudam a detectar defeitos precocemente e a manter a qualidade da bobina.
Cuidados com o equipamento
A manutenção adequada do equipamento desempenha um papel fundamental na prevenção de arranhões superficiais. Inspecione guias, rolos e transportadores quanto a desgaste ou bordas afiadas. Substitua as peças danificadas imediatamente para evitar arranhões durante o processamento. Alinhe as camadas corretamente durante o recozimento para evitar desalinhamento e reduzir o risco de danos. A Yuqi Metal segue rígidos padrões de qualidade e verificações de rotina dos equipamentos para garantir que as bobinas permaneçam livres de defeitos. Você pode adotar práticas semelhantes para proteger suas bobinas e prolongar sua vida útil.
Diferença de cor
![Diferença de cor]()
Visão geral do defeito
A diferença de cor é um defeito comum que você pode notar em bobinas de alumínio com revestimento colorido. Este problema ocorre quando a cor do revestimento parece irregular ou inconsistente na superfície da bobina. Você pode ver esse problema como manchas, listras ou mudanças de tonalidade. A diferença de cor pode afetar o apelo visual e a qualidade percebida do produto acabado. Muitas vezes resulta de variações nas matérias-primas, espessuras de revestimento inconsistentes ou alterações nas condições do processo. Se você não resolver a diferença de cor, isso poderá gerar reclamações de clientes e reduzir o valor do seu produto.
Identificação
Você pode identificar a diferença de cor comparando a superfície da bobina sob iluminação consistente. Procure áreas onde a cor parece mais clara, mais escura ou diferente do padrão. Você também pode usar padrões e ferramentas da indústria para medir e confirmar a consistência das cores. A tabela a seguir lista alguns dos padrões mais utilizados para identificar diferenças de cor e defeitos relacionados em bobinas de alumínio com revestimento colorido:
Padrão |
Descrição |
CECA T3 |
Gama de cores para bobinas de alumínio com revestimento colorido |
CECA T2 |
Especificações do grau de brilho |
CECA T1 |
Requisitos de espessura de revestimento |
CECA T4 |
Padrões de dureza de lápis |
ASTM D3359 |
Método de teste de adesão |
ASTM D2794 |
Método de teste de resistência ao impacto |
GB/T17748 |
Método de teste de resistência à fervura |
ASTM D2248 |
Método de teste de resistência a solventes |
ASTM D1308 |
Método de teste de resistência à acidez |
Se você encontrar uma suspeita de defeito, compare a bobina com uma amostra de referência ou use um espectrofotômetro para medições precisas.
Precauções ao usar bobinas de alumínio com revestimento colorido
Consistência Material
Você pode evitar diferenças de cor escolhendo matérias-primas consistentes. Selecione bobinas de alumínio do mesmo lote e fornecedor sempre que possível. Yuqi Metal oferece uma ampla variedade de tipos de ligas e acabamentos de superfície, o que ajuda a minimizar a variação de cores. Ao usar bobinas com composição química e tratamento de superfície semelhantes, você reduz o risco de incompatibilidade de cores. Verifique sempre o número do lote e o tipo de acabamento antes de iniciar a produção.
Controle de Processo
O controle do processo desempenha um papel fundamental para evitar diferenças de cor. Você deve monitorar cada etapa do processo de revestimento. Os sistemas de medição de cores em linha podem avaliar a qualidade da cor em toda a bobina. O espectrofotômetro em linha ERX145 mede a cor em superfícies com revestimento quente e leva em conta as mudanças de temperatura. O feedback em tempo real permite fazer ajustes imediatos e manter a consistência das cores.
Para reduzir ainda mais os defeitos, preste atenção a estes fatores de processo:
Espessura do revestimento anódico
Tipo de processo de anodização (como 2 etapas ou cor integral)
Tipo de solução e concentração
Temperatura da solução
Tipo de gravação usada
Tempo gasto em cada etapa do processo
Tamanho da carga e método de estantes
Variação da densidade atual
Dica: Calibre regularmente suas ferramentas de medição e mantenha registros detalhados dos parâmetros do processo. Isso ajuda a rastrear e corrigir qualquer diferença de cor rapidamente.
Seguindo essas precauções, você pode manter a alta qualidade e evitar defeitos no substrato metálico causados pela inconsistência de cores em suas bobinas de alumínio com revestimento colorido.
Má adesão
Visão geral do defeito
A má adesão se destaca como um defeito crítico em bobinas de alumínio com revestimento colorido. Você pode notar que o revestimento não adere adequadamente à superfície de alumínio. Esse problema pode causar descamação, descamação ou formação de bolhas. Quando o revestimento se separa, a bobina torna-se vulnerável a danos ambientais. A má adesão geralmente resulta de preparação inadequada da superfície, contaminação ou métodos de aplicação incorretos. Você deve resolver esse defeito para manter a qualidade e durabilidade do seu produto. Se você ignorar a má adesão, corre o risco de expor a bobina à corrosão e a outros defeitos do substrato metálico.
Identificação
Você pode identificar a má adesão inspecionando a bobina em busca de sinais de descamação ou descamação. Use um teste simples de fita para verificar a adesão do filme. Aplique fita adesiva na superfície revestida e puxe-a com força. Se o revestimento se levantar ou rachar, você terá uma indicação clara de metal defeituoso. Procure bolhas, bolhas ou áreas onde o revestimento pareça solto. Estes defeitos sinalizam que a ligação entre o revestimento e o alumínio é fraca. A inspeção regular ajuda a detectar esse defeito precocemente e evitar maiores danos.
Dica: Sempre verifique se há sinais visíveis de separação ou formação de bolhas antes de usar bobinas de alumínio com revestimento colorido em seu projeto.
Prevenção
Pré-tratamento
Você pode evitar a má adesão preparando cuidadosamente a superfície de alumínio. Uma superfície limpa e lisa é essencial para a adesão do revestimento. Inspecione a superfície em busca de defeitos como arranhões, buracos ou resíduos de óleo. Remova todos os contaminantes usando métodos de limpeza apropriados. Muitos fabricantes agora usam composições de pré-tratamento sem cromato e sem fosfato. Estas opções ecológicas proporcionam resistência à corrosão equivalente aos revestimentos tradicionais. Você protege a bobina e o meio ambiente ao escolher esses pré-tratamentos avançados.
Limpe bem o alumínio antes de aplicar qualquer revestimento.
Inspecione quanto a defeitos e repare quaisquer arranhões ou buracos.
Use pré-tratamentos sem cromato ou sem fosfato para melhor resistência à corrosão.
Processo de revestimento
O processo de revestimento desempenha um papel importante na prevenção da má adesão. Você deve aplicar o revestimento uniformemente e na espessura correta. Monitore a temperatura e a umidade durante a aplicação. Esses fatores afetam o quão bem o revestimento se liga ao alumínio. Use tinta de alta qualidade e siga as orientações do fabricante. A Yuqi Metal recomenda verificações regulares do processo para garantir resultados consistentes. Você também deve calibrar seu equipamento e manter a velocidade de aplicação adequada.
Aplicar o revestimento em ambiente controlado.
Verifique a espessura e uniformidade da camada de revestimento.
Use equipamentos confiáveis e monitore de perto os parâmetros do processo.
Observação: O controle consistente do processo e a preparação da superfície ajudam a evitar defeitos e a manter a alta qualidade em bobinas de alumínio com revestimento colorido.
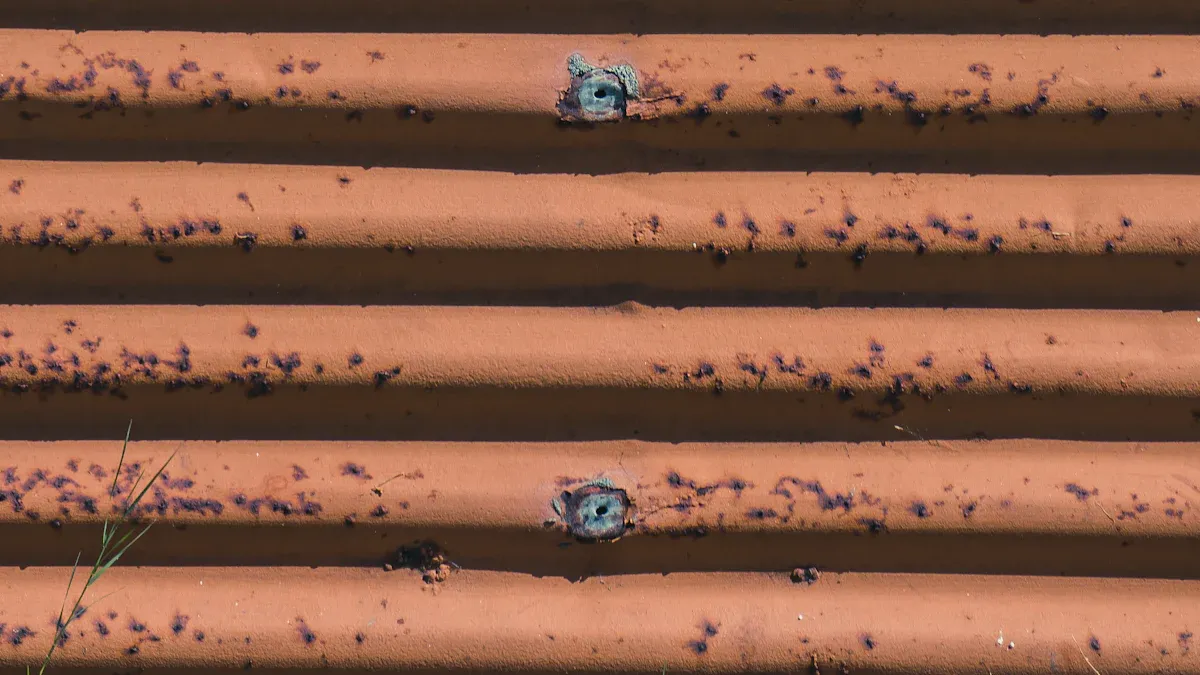
Buracos
Visão geral do defeito
Pinholes são pequenos poros que podem aparecer na superfície de bobinas de alumínio com revestimento colorido . Você pode notar que esses pequenos orifícios variam de 5 μm a 50 μm de diâmetro. Os furos geralmente resultam de impurezas no alumínio bruto, inconsistências durante o processo de laminação ou danos mecânicos que ocorrem durante a fabricação. Esses defeitos podem comprometer a barreira protetora do revestimento, permitindo que umidade ou contaminantes atinjam o metal subjacente. Em aplicações sensíveis, como embalagens farmacêuticas, mesmo um único furo maior que 20 μm pode permitir a entrada de contaminantes, o que destaca a importância de prevenir esse defeito.
Aqui está um resumo das principais causas da formação de pinhole:
Causa da formação de pinhole |
Descrição |
Impurezas no Alumínio Bruto |
Impurezas exógenas e endógenas, como diboreto de titânio e silicatos, contribuem significativamente para a formação de pinholes. |
Inconsistências durante a rolagem |
Variações no processo de laminação podem causar defeitos, incluindo furos. |
Danos Mecânicos |
Danos durante os processos de fabricação podem criar furos no produto final. |
Você deve compreender que os tamanhos e formatos dos furos variam dependendo dos tipos de impurezas presentes. As propriedades mecânicas dessas impurezas também influenciam a forma como os furos se formam. Ao ver furos, você está vendo um sinal de metal defeituoso que pode afetar a qualidade geral do produto acabado.
Identificação
Você pode detectar furos inspecionando visualmente a superfície da bobina sob iluminação adequada. Procure por pequenos poros ou buracos que prejudiquem a suavidade do revestimento. Os padrões da indústria recomendam um máximo de três furos por metro quadrado para bobinas de alta qualidade. Para uma detecção mais precisa, você pode usar métodos avançados, como digitalização a laser, inspeção óptica automatizada (AOI) ou perfilometria de superfície 3D. Essas tecnologias permitem medir detalhadamente as variações da superfície e identificar até os menores defeitos.
Método de detecção |
Descrição |
Padrões de inspeção visual |
Padrões para identificação de defeitos superficiais. |
Defeitos máximos permitidos |
≤3 furos por m². |
Métodos avançados de detecção |
Inclui digitalização a laser e inspeção óptica automatizada. |
Digitalização a laser |
Precisão de ±0,01mm. |
Inspeção Óptica Automatizada (AOI) |
Tecnologia avançada para detecção de defeitos. |
Perfilometria de Superfície 3D |
Mede variações de superfície em detalhes. |
Dica: Inspeções regulares usando métodos visuais e automatizados ajudam a manter a alta qualidade e evitam que bobinas defeituosas cheguem aos seus clientes.
Prevenção
Técnica de Aplicação
Você pode reduzir os furos concentrando-se nas técnicas de aplicação adequadas durante o processo de revestimento. Comece garantindo que o líquido de alumínio esteja bem purificado e filtrado antes de enrolar. Esta etapa remove impurezas que podem causar defeitos. Use óleos para laminação de alta qualidade e instale um sistema de filtragem para minimizar a contaminação por poeira. Ajuste as condições de rolamento aumentando a força de rolamento e reduzindo a tensão. Essas alterações ajudam a criar uma superfície mais lisa e com menos furos.
Purifique e filtre o líquido de alumínio antes do processamento.
Use óleos para laminação de alta qualidade e mantenha o equipamento limpo.
Ajuste a força de rolamento e a tensão para obter os melhores resultados.
Controle ambiental
Fatores ambientais também desempenham um papel na prevenção de pinholes. Mantenha a área de produção limpa e controle os níveis de poeira. Mantenha a temperatura e a umidade estáveis durante o processo de revestimento. Essas etapas ajudam a evitar a introdução de novos defeitos e garantem que o revestimento forme uma camada protetora contínua.
Limpe o ambiente de produção regularmente.
Monitore e controle a temperatura e a umidade.
Armazene as bobinas em uma área seca e sem poeira após o revestimento.
Seguindo essas práticas recomendadas, você pode minimizar os furos e manter a qualidade de suas bobinas de alumínio com revestimento colorido.
Onda de borda
Visão geral do defeito
Onda de borda é um defeito que você pode encontrar durante a produção de bobinas de alumínio com revestimento colorido . Este defeito aparece como ondulações ou padrões ondulados ao longo das bordas da bobina. A onda de borda pode afetar o nivelamento e a usabilidade da bobina. Você pode ver esse problema quando a bobina não fica plana ou quando as bordas sobem acima do centro. A onda de borda geralmente resulta de deformação irregular durante a laminação ou controle de tensão inadequado. Você deve abordar a onda da borda antecipadamente para manter a qualidade do seu produto acabado e evitar mais defeitos, como curvatura da bobina, conjunto de bobinas, besta ou fivela central.
Identificação
Você pode identificar ondas nas bordas inspecionando a bobina em busca de ondas ou ondulações visíveis ao longo das bordas. Coloque a bobina sobre uma superfície plana e observe o perfil. Se as bordas se curvarem para cima ou para baixo em comparação com o centro, você detectou onda de borda. Você também pode notar que a bobina não se encaixa corretamente no equipamento de processamento automatizado. As ondas nas bordas podem causar problemas durante o corte, corte ou outras aplicações de revestimento. A inspeção regular ajuda a detectar esse defeito antes que ele afete sua linha de produção.
Dica: Use uma régua ou ferramenta de medição para verificar se há ondas nas bordas. Compare a altura da borda com a altura central para confirmar a presença deste defeito.
Prevenção
Tensão da bobina
Você pode minimizar as ondas nas bordas controlando a tensão da bobina durante a produção. A tensão adequada garante que a bobina permaneça plana e evita deformações. Ajuste as configurações de tensão em seu equipamento de laminação e bobinagem. Monitore os níveis de tensão durante todo o processo. Se notar alterações na tensão, faça ajustes imediatos. O nivelamento de tensão ou o rolamento de têmpera podem ajudar a achatar e endireitar as bobinas onduladas. Estas medidas corretivas melhoram a qualidade da bobina e reduzem defeitos.
Processo de laminação
Otimizar o processo de laminação é essencial para evitar ondas nas bordas. Concentre-se nestas estratégias:
Ajuste a folga do rolo, a velocidade de laminação e a temperatura para minimizar a deformação irregular.
Alinhe e apoie a tira adequadamente para evitar ondas nas bordas e outros fenômenos de deformação.
Implemente medidas corretivas, como nivelamento de tensão ou laminação de têmpera para achatar e endireitar bobinas.
Você também deve verificar outros defeitos relacionados, como curvatura da bobina, conjunto de bobinas, besta e fivela central. Esses problemas geralmente ocorrem junto com as ondas nas bordas e podem afetar o desempenho do revestimento. A Yuqi Metal recomenda verificações rotineiras de processos e manutenção de equipamentos para garantir resultados consistentes. Seguindo essas práticas recomendadas, você mantém a alta qualidade e reduz o risco de ondas nas bordas de suas bobinas de alumínio com revestimento colorido.
Baixo brilho
Visão geral do defeito
Baixo brilho é um defeito que afeta a aparência e o desempenho das bobinas de alumínio com revestimento colorido. Você pode notar que a superfície parece opaca ou sem brilho. Esse problema pode reduzir o apelo visual de seus produtos acabados. O baixo brilho geralmente indica problemas no processo de revestimento ou na preparação da superfície. Quando os níveis de brilho caem, você corre o risco de perder o valor estético e os benefícios de proteção da bobina. Muitas indústrias exigem alto brilho para aplicações arquitetônicas e decorativas, portanto, manter o brilho adequado é essencial.
Identificação
Você pode identificar o baixo brilho comparando a superfície da bobina com uma amostra de referência sob iluminação consistente. Use um medidor de brilho para medir os níveis de brilho com precisão. A tolerância para medição de brilho é de ±5, o que ajuda a detectar até mesmo pequenas alterações. Os padrões da indústria orientam você na avaliação dos níveis de brilho para bobinas de alumínio com revestimento colorido. A tabela a seguir resume os principais padrões utilizados:
Aspecto |
Detalhes |
Medição de brilho |
Medido com um medidor de brilho (tolerância ±5) |
Padrões |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Se você notar um acabamento fosco ou brilho irregular, provavelmente encontrou um defeito. As verificações regulares ajudam a manter um brilho consistente e a evitar defeitos que afetam a qualidade do produto.
Dica: Sempre meça os níveis de brilho após o processo de revestimento para garantir que suas bobinas atendam aos requisitos da indústria.
Prevenção
Preparação de Superfície
A preparação adequada da superfície ajuda a evitar o baixo brilho. Limpe bem o substrato de alumínio antes de aplicar o revestimento. Remova óleo, umidade e poeira para criar uma base lisa. Superfícies ásperas ou contaminantes podem prejudicar o brilho e causar defeitos. Você deve inspecionar o substrato em busca de arranhões ou buracos e repará-los conforme necessário. Yuqi Metal recomenda o uso de métodos de limpeza avançados para obter uma superfície impecável. A preparação consistente garante que o revestimento adira bem e proporcione o brilho desejado.
Limpe o substrato para remover óleo e poeira.
Repare arranhões ou buracos antes de revestir.
Inspecione as superfícies quanto a rugosidade e contaminantes.
Qualidade do revestimento
Você pode melhorar o brilho concentrando-se na qualidade do revestimento. Misture bem a tinta antes da aplicação para evitar brilho irregular. Evite excesso de pigmento, carga ou solvente no revestimento, pois podem reduzir o brilho. Use materiais de alta qualidade e monitore a espessura do revestimento superficial. A cura incompleta ou configurações inadequadas de temperatura no forno também podem causar baixo brilho. Ajuste a diluição da tinta com cuidado e certifique-se de que o processo de cura esteja completo. A Yuqi Metal segue rígidos controles de processo para oferecer brilho consistente e alta qualidade.
Misture bem a tinta antes de aplicar.
Monitore a espessura do revestimento e a temperatura de cura.
Use materiais de alta qualidade e evite diluição excessiva.
Verifique se há poeira e garanta a finura adequada do revestimento.
Observação: Inspeções regulares e ajustes de processo ajudam a evitar o baixo brilho e a manter a qualidade de suas bobinas de alumínio com revestimento colorido.
Delaminação e ondulação
Visão geral do defeito
A delaminação e a ondulação são dois defeitos que podem afetar o desempenho e a aparência do bobinas de alumínio com revestimento colorido . A delaminação ocorre quando o revestimento descasca ou se desprende da superfície do metal. A ondulação, também conhecida como enlatamento de óleo, aparece como deformações ou superfícies irregulares na bobina. Esses problemas geralmente resultam de preparação inadequada da superfície, entrada de umidade ou tensões durante a fabricação. Você precisa entender as causas para evitar esses defeitos e manter a alta qualidade.
Aqui está uma tabela que resume os principais tipos e causas:
Tipo de defeito |
Descrição |
Causas |
Delaminação do revestimento da bobina |
Descascamento ou levantamento da camada de tinta ou revestimento do substrato metálico. |
Limpeza ou preparação de superfície inadequada antes do revestimento, Intrusão de umidade durante o armazenamento, Sistema de revestimento incompatível. |
Conservas de óleo |
Ondulação ou empenamento nas superfícies planas dos painéis metálicos. |
Tensões de fabricação ou corte de bobinas, Espaçamento irregular entre fixadores durante a instalação, Expansão e contração térmica. |
Nota: A delaminação pode expor o metal à corrosão, enquanto a ondulação afeta o nivelamento e o apelo visual da bobina.
Identificação
Você pode identificar delaminação e ondulação através de uma inspeção cuidadosa. Os exames visuais ajudam a detectar defeitos superficiais, como descamação ou irregularidades. As verificações dimensionais permitem medir propriedades físicas e detectar irregularidades. Esses métodos garantem que você detecte problemas antecipadamente e evite maiores danos.
Método de inspeção |
Descrição |
Exames Visuais |
Essencial para identificar defeitos superficiais como delaminação e ondulação. |
Verificações dimensionais |
Ajuda na medição das propriedades físicas para detectar irregularidades. |
Dica: Sempre inspecione as bobinas sob boa iluminação e use ferramentas de medição para confirmar o nivelamento e a integridade do revestimento.
Prevenção
Adesão
Você pode evitar a delaminação concentrando-se na adesão. Limpe bem a superfície de alumínio antes de aplicar o revestimento. Remova óleo, poeira e umidade para criar uma ligação forte. Escolha sistemas de revestimento compatíveis e siga as orientações do fabricante. Yuqi Metal usa pré-tratamento avançado e controles de processo rigorosos para garantir uma adesão confiável. Inspeções regulares ajudam a detectar sinais precoces de delaminação e a tomar medidas corretivas.
Limpe e seque a superfície antes de revestir.
Use materiais de revestimento compatíveis.
Inspecione se há descascamento ou levantamento durante as verificações de rotina.
Parâmetros de rolagem
Controlar os parâmetros de rolamento é fundamental para evitar ondulações. Monitore a tensão, velocidade e temperatura durante o processo de laminação. Ajuste as configurações do equipamento para minimizar o estresse e a deformação. A Yuqi Metal recomenda manutenção de rotina dos equipamentos e monitoramento de processos. Você deve verificar se há superfícies irregulares e fazer os ajustes necessários. A laminação adequada reduz o risco de ondulação e mantém a bobina plana.
Monitore a tensão e a velocidade durante o rolamento.
Ajuste o equipamento para evitar estresse e deformação.
Inspecione se há ondulação após cada etapa de produção.
Texto explicativo: O controle consistente do processo e as inspeções regulares ajudam a evitar defeitos e a manter a qualidade de suas bobinas de alumínio com revestimento colorido.
Precauções ao usar bobinas de alumínio com revestimento colorido
Você pode evitar defeitos e manter a qualidade seguindo as principais precauções ao usar bobinas de alumínio com revestimento colorido. Essas etapas ajudam a evitar problemas como besta, conjunto de bobinas e fivela central. Você protege seu investimento e garante desempenho confiável em todas as aplicações.
Manuseio
O manuseio adequado é essencial para preservar a integridade das bobinas de alumínio com revestimento colorido. Você deve limpar e tratar as bobinas para remover impurezas ou contaminantes. Esta etapa garante que o revestimento adira bem e dure mais tempo. Você pode usar métodos desengordurantes e desoxidantes para eliminar substâncias indesejadas. A preparação da superfície, como lixar ou escovar, cria um acabamento liso, livre de arranhões ou amassados. O pré-tratamento químico melhora a ligação entre o revestimento e o alumínio.
Procedimento de manuseio |
Descrição |
Limpeza |
O desengorduramento e a desoxidação removem os contaminantes, garantindo a aderência adequada do revestimento. |
Preparação de Superfície |
Lixar, escovar ou lixar cria uma superfície livre de defeitos. |
Pré-tratamento |
Tratamentos químicos ou corrosão melhoram a ligação entre o revestimento e o alumínio. |
Você também pode escolher revestimentos resistentes à umidade e ao sal, aplicar camadas extras para proteção UV e selecionar materiais que resistam à corrosão química. Essas precauções para o uso de bobinas de alumínio com revestimento colorido ajudam a evitar problemas comuns.
Dica: Sempre manuseie as bobinas com cuidado para evitar arranhões e amassados. Utilize equipamento de elevação adequado e evite empilhar bobinas diretamente.
Armazenar
Você deve armazenar bobinas de alumínio com revestimento colorido em condições ideais para manter a qualidade. O melhor é o armazenamento interno em um armazém limpo, seco e bem ventilado. Deixe as bobinas se aclimatarem antes de desembalá-las, especialmente ao passar de ambientes frios para ambientes quentes. Use paletes de madeira ou tapetes de borracha para evitar deformações. O fluxo de ar adequado ao redor de cada bobina ajuda a evaporar a umidade. Mantenha a umidade relativa abaixo de 50–60% para reduzir o risco de condensação e corrosão.
Armazene as bobinas dentro de casa, em um armazém limpo, seco e bem ventilado.
Deixe as bobinas se aclimatarem antes de desembalar.
Utilize suportes adequados para evitar deformações.
Garanta o fluxo de ar ao redor de cada bobina.
Mantenha a umidade abaixo de 50–60%.
Manuseie as bobinas com cuidado para evitar arranhões.
Remova a película protetora da embalagem pouco antes do processamento.
Inspecione regularmente em busca de sinais de danos ou umidade.
Essas precauções para o uso de bobinas de alumínio com revestimento colorido garantem evitar problemas relacionados ao armazenamento e manter a qualidade do produto.
Inspeção de Qualidade
Você deve realizar uma inspeção completa para detectar qualquer defeito antes do envio. A inspeção da espessura do revestimento confirma a uniformidade. As verificações de consistência de cores garantem que o acabamento atenda aos padrões. O teste de adesão verifica a ligação entre o revestimento e o alumínio. Testes de curvatura em T ou flexibilidade avaliam a durabilidade. A inspeção de defeitos de superfície, incluindo inspeção visual, ajuda a detectar arranhões, amassados ou outras irregularidades.
Inspeção de espessura de revestimento
Verificações de consistência de cores
Teste de adesão
Testes de flexão em T ou flexibilidade
Inspeção de defeitos de superfície
Observação: Inspeções regulares e medidas de garantia de qualidade ajudam você a fornecer bobinas de alumínio com revestimento colorido confiáveis. Yuqi Metal oferece suporte ao cliente e personalização de produtos para atender às suas necessidades específicas.
Seguindo estas precauções para o uso de bobinas de alumínio com revestimento colorido, você minimiza defeitos e mantém a alta qualidade. Você pode contar com a Yuqi Metal para orientação especializada e soluções personalizadas.
Você protege seus projetos ao evitar defeitos e manter a qualidade em bobinas de alumínio com revestimento colorido. As melhores práticas e precauções cuidadosas ajudam a evitar problemas e melhorar o desempenho. Treinamentos contínuos e inspeções regulares mantêm sua equipe preparada. Yuqi Metal oferece suporte com produtos certificados e serviço confiável.
Tipo de certificação |
Detalhes |
ISO 9001 |
Sistema de Gestão |
Perguntas frequentes
Para que são utilizadas as bobinas de alumínio com revestimento colorido?
Você usa bobinas de alumínio com revestimento colorido nas indústrias de construção, automotiva, embalagens e HVAC. Essas bobinas fornecem proteção e decoração para telhados, paredes, tetos e outras superfícies.
Como você identifica um defeito superficial em uma bobina de alumínio?
Você inspeciona a bobina sob boa iluminação. Procure arranhões, amassados ou alterações de cor. Use um medidor de brilho ou espectrofotômetro para verificações mais precisas.
Por que ocorre diferença de cor nas bobinas de alumínio?
Você pode ver diferenças de cor devido a matérias-primas inconsistentes, espessura irregular do revestimento ou alterações nas condições do processo. Sempre verifique os números dos lotes e monitore o processo de revestimento.
Como você deve armazenar bobinas de alumínio com revestimento colorido?
Você armazena bobinas dentro de casa, em uma área limpa, seca e bem ventilada. Use paletes ou tapetes de borracha. Mantenha a umidade abaixo de 60%. Deixe as bobinas se aclimatarem antes de desembalar.
Qual é a melhor maneira de prevenir a má adesão?
Você limpa e pré-trata a superfície de alumínio antes de revestir. Use sistemas de revestimento compatíveis. Monitore a temperatura e a umidade durante a aplicação para obter os melhores resultados.
Você pode personalizar a liga ou terminar com Yuqi Metal?
Sim! Você pode escolher entre várias séries de ligas, espessuras, larguras e acabamentos de superfície. Yuqi Metal oferece personalização para atender às necessidades do seu projeto.
Com que frequência você deve inspecionar bobinas de alumínio com revestimento colorido?
Você deve inspecionar as bobinas antes e depois do armazenamento, durante o manuseio e antes do uso. Verificações regulares ajudam a detectar defeitos antecipadamente e a manter a qualidade.
Quem você pode contatar para obter suporte técnico ou aconselhamento sobre produtos?
Você pode entrar em contato com a equipe de suporte ao cliente da Yuqi Metal. Eles fornecem orientação especializada, informações técnicas e ajudam na seleção de produtos.