![7 vanliga defekter i färgbelagda aluminiumspolar och spetsar för att förhindra dem]()
Kvalitet spelar en avgörande roll för prestandan hos färgbelagda aluminiumspolar i branscher som konstruktion, fordon och förpackningar. Man stöter ofta på flera defekter som kan påverka spolens tillförlitlighet. De vanligaste problemområdena inkluderar:
Ytan repor
Färgskillnad
Dålig vidhäftning
Pinholes
Kantvåg
Låg glans
Delaminering & vågighet
Yuqi Metal använder kvalitetssäkringsåtgärder och kvalitetssäkringstestning för att leverera premiumspolar. Du kan följa försiktighetsåtgärder för att använda färgbelagda aluminiumspolar för att förhindra defekter under produktion och hantering.
Viktiga takeaways
Ytrepor kan uppstå under hantering och förvaring. Hantera alltid spolar med försiktighet för att förhindra skador.
Färgskillnader kan påverka produktkvaliteten. Använd konsekventa råmaterial och övervaka beläggningsprocessen noga.
Dålig vidhäftning leder till flagning och flagning. Säkerställ korrekt ytbehandling och använd kompatibla beläggningar.
Pinholes är små defekter som kan äventyra beläggningen. Upprätthåll en ren produktionsmiljö för att minimera föroreningar.
Kantvåg påverkar spolens användbarhet. Kontrollera spänningen under produktionen för att hålla spolarna platta och förhindra deformation.
Låg glans minskar visuellt tilltalande. Förbered ytorna väl och övervaka beläggningens kvalitet för att bibehålla glansen.
Delaminering och vågighet kan påverka prestandan. Fokusera på vidhäftning och rullningsparametrar för att förhindra dessa defekter.
Regelbundna inspektioner är avgörande. Kontrollera spolarna för defekter före användning för att säkerställa hög kvalitet och tillförlitlighet.
Ytan repor
![Ytan repor]()
Defektöversikt
Ytrepor representerar en av de vanligaste defekterna du kan stöta på färgbelagda aluminiumspolar . Dessa repor kan uppstå i alla skeden, från tillverkning till hantering och lagring. De beror ofta på kontakt med utrustning, felaktig stapling eller slarvig rörelse. Ytrepor påverkar inte bara utseendet utan kan även äventyra den skyddande beläggningen, vilket leder till ytterligare metallsubstratdefekter och potentiell korrosion. Du måste lösa detta problem tidigt för att behålla kvaliteten och hållbarheten på din aluminiumspole.
Orsaka |
Beskrivning |
Friktion med styrningar eller utrustning |
Detta inträffar under bearbetningen, vilket leder till ytskador. |
Skiktförskjutning under glödgning |
Felinriktning kan orsaka repor vid upprullning. |
Felaktig hantering under efterbehandling |
Hanteringsfel kan resultera i repor under förpackningen. |
Identifiering
Du kan identifiera ytrepor genom att visuellt inspektera spolen för linjer, märken eller spår som skiljer sig från den avsedda finishen. Dessa repor kan uppstå som ytliga eller djupa märken, beroende på hur allvarlig skadan är. Om du upptäcker en misstänkt defekt, kontrollera om det finns ojämnheter i beläggningen eller exponerad metall. Repor löper ofta parallellt med spolens riktning, vilket gör dem lättare att upptäcka under rutininspektioner. Regelbundna kontroller hjälper dig att fånga upp defekter innan de leder till allvarligare problem.
Förebyggande
Hantering
Tips: Hantera alltid aluminiumspolar med försiktighet för att förhindra oavsiktlig skada.
Du kan minimera defekter genom att följa bästa praxis under lagring och transport:
Se till att aluminiumslingor är rena och fria från smuts eller skräp före förpackning för att undvika skavsår under transporten.
Linda spolarna tätt med stretchfilm för att skydda mot damm, fukt och andra miljöfaktorer.
Placera lindade rullar på stabila, defektfria pallar för jämn viktfördelning.
Använd hörnskydd på den pallade lasten för att förhindra skador på spolens kanter under hantering och transport.
Förvara rullad remsa i originalförpackningen tills den behövs.
Se till att spolarna är tätt ombandade om de förvaras öga till sida för att förhindra repor.
Förvara på en uppvärmd och fuktighetskontrollerad plats för att minimera risken för vattenfläckar.
Yuqi Metal rekommenderar att du förvarar spolar i en ren, torr miljö och använder lämplig lyftutrustning. Du bör undvika att stapla spolar direkt ovanpå varandra. Regelbundna inspektioner hjälper dig att upptäcka defekter tidigt och bibehålla spolens kvalitet.
Utrustningsvård
Korrekt utrustningsunderhåll spelar en nyckelroll för att förhindra ytrepor. Inspektera styrningar, rullar och transportörer för slitage eller vassa kanter. Byt ut skadade delar omedelbart för att undvika repor under bearbetningen. Rikta in skikten korrekt under glödgningen för att förhindra felinriktning och minska risken för skador. Yuqi Metal följer strikta kvalitetsstandarder och rutinmässiga utrustningskontroller för att säkerställa att spolarna förblir fria från defekter. Du kan använda liknande metoder för att skydda dina spolar och förlänga deras livslängd.
Färgskillnad
![Färgskillnad]()
Defektöversikt
Färgskillnad är en vanlig defekt som du kan märka i färgbelagda aluminiumspolar. Detta problem uppstår när färgen på beläggningen verkar ojämn eller inkonsekvent över spolens yta. Du kan se det här problemet som fläckar, ränder eller skiftningar i skuggan. Färgskillnad kan påverka den visuella attraktionen och den upplevda kvaliteten på din färdiga produkt. Det beror ofta på variationer i råmaterial, inkonsekvent beläggningstjocklek eller förändringar i processförhållanden. Om du inte tar itu med färgskillnaden kan det leda till kundklagomål och minska värdet på din produkt.
Identifiering
Du kan identifiera färgskillnaden genom att jämföra spolytan under konsekvent belysning. Leta efter områden där färgen verkar ljusare, mörkare eller annorlunda än standarden. Du kan också använda industristandarder och verktyg för att mäta och bekräfta färgkonsistens. Följande tabell listar några av de mest använda standarderna för att identifiera färgskillnader och relaterade defekter i färgbelagda aluminiumspolar:
Standard |
Beskrivning |
ECCA T3 |
Färgutbud för färgbelagda aluminiumspolar |
ECCA T2 |
Glansgradsspecifikationer |
ECCA T1 |
Krav på beläggningstjocklek |
ECCA T4 |
Blyertshårdhetsstandarder |
ASTM D3359 |
Vidhäftningstestmetod |
ASTM D2794 |
Testmetod för slagtålighet |
GB/T17748 |
Testmetod för kokmotstånd |
ASTM D2248 |
Testmetod för lösningsmedelsbeständighet |
ASTM D1308 |
Testmetod för surhetsbeständighet |
Om du hittar en misstänkt defekt, jämför spolen med ett referensprov eller använd en spektrofotometer för exakt mätning.
Försiktighetsåtgärder vid användning av färgbelagda aluminiumspolar
Materialkonsistens
Du kan förhindra färgskillnad genom att välja konsekventa råvaror. Välj aluminiumspolar från samma batch och leverantör när det är möjligt. Yuqi Metal erbjuder ett brett utbud av legeringstyper och ytfinish, vilket hjälper dig att minimera färgvariationer. Genom att använda spolar med liknande kemisk sammansättning och ytbehandling minskar du risken för färgfel. Kontrollera alltid batchnummer och finishtyp innan produktion påbörjas.
Processkontroll
Processkontroll spelar en nyckelroll för att undvika färgskillnader. Du bör övervaka varje steg i beläggningsprocessen. Inline färgmätningssystem kan utvärdera färgkvalitet över hela spolen. ERX145 Inline Spectrophotometer mäter färg på heta ytor och tar hänsyn till temperaturförändringar. Realtidsfeedback gör att du kan göra omedelbara justeringar och behålla färgkonsistensen.
För att ytterligare minska defekter, var uppmärksam på dessa processfaktorer:
Anodbeläggningstjocklek
Anodiseringsprocesstyp (som 2-stegs eller integrerad färg)
Lösningstyp och koncentration
Lösningstemperatur
Typ av ets som används
Tid som spenderas i varje processsteg
Laststorlek och inredningsmetod
Strömdensitetsvariation
Tips: Kalibrera dina mätverktyg regelbundet och håll detaljerade register över processparametrar. Detta hjälper dig att spåra och korrigera färgskillnader snabbt.
Genom att följa dessa försiktighetsåtgärder kan du bibehålla hög kvalitet och undvika metallsubstratdefekter orsakade av färginkonsekvens i dina färgbelagda aluminiumspolar.
Dålig vidhäftning
Defektöversikt
Dålig vidhäftning framstår som en kritisk defekt i färgbelagda aluminiumspolar. Du kanske märker att beläggningen inte binder ordentligt med aluminiumytan. Detta problem kan leda till flagning, flagning eller blåsor. När beläggningen separerar blir spolen känslig för miljöskador. Dålig vidhäftning beror ofta på felaktig ytbehandling, kontaminering eller felaktiga appliceringsmetoder. Du måste åtgärda denna defekt för att bibehålla kvaliteten och hållbarheten hos din produkt. Om du bortser från dålig vidhäftning riskerar du att utsätta spolen för korrosion och andra metallsubstratdefekter.
Identifiering
Du kan identifiera dålig vidhäftning genom att inspektera spolen för tecken på flagning eller flagning. Använd ett enkelt tejptest för att kontrollera filmens vidhäftning. Applicera tejp på den belagda ytan och dra bort den skarpt. Om beläggningen lyfter eller spricker har du en tydlig indikation på defekt metall. Leta efter bubblor, blåsor eller områden där beläggningen verkar lös. Dessa defekter signalerar att bindningen mellan beläggningen och aluminiumet är svag. Regelbunden inspektion hjälper dig att fånga upp denna defekt tidigt och förhindra ytterligare skador.
Tips: Kontrollera alltid om det finns synliga tecken på separation eller blåsor innan du använder färgbelagda aluminiumspolar i ditt projekt.
Förebyggande
Förbehandling
Du kan förhindra dålig vidhäftning genom att förbereda aluminiumytan noggrant. En ren och slät yta är avgörande för beläggningens vidhäftning. Inspektera ytan för defekter som repor, gropar eller oljerester. Ta bort alla föroreningar med lämpliga rengöringsmetoder. Många tillverkare använder nu kromatfria och fosfatfria förbehandlingskompositioner. Dessa miljövänliga alternativ ger korrosionsbeständighet motsvarande traditionella beläggningar. Du skyddar både spolen och miljön genom att välja dessa avancerade förbehandlingar.
Rengör aluminiumet noggrant innan du applicerar någon beläggning.
Inspektera för defekter och reparera eventuella repor eller gropar.
Använd kromatfria eller fosfatfria förbehandlingar för bättre korrosionsbeständighet.
Beläggningsprocess
Beläggningsprocessen spelar en viktig roll för att förhindra dålig vidhäftning. Du måste applicera beläggningen jämnt och i rätt tjocklek. Övervaka temperatur och luftfuktighet under appliceringen. Dessa faktorer påverkar hur väl beläggningen binder till aluminiumet. Använd högkvalitativ färg och följ tillverkarens riktlinjer. Yuqi Metal rekommenderar regelbundna processkontroller för att säkerställa konsekventa resultat. Du bör också kalibrera din utrustning och bibehålla rätt appliceringshastighet.
Applicera beläggningen i en kontrollerad miljö.
Kontrollera beläggningsskiktets tjocklek och enhetlighet.
Använd pålitlig utrustning och övervaka processparametrar noga.
Obs: Konsekvent processkontroll och ytförberedelse hjälper dig att undvika defekter och bibehålla hög kvalitet i färgbelagda aluminiumspolar.
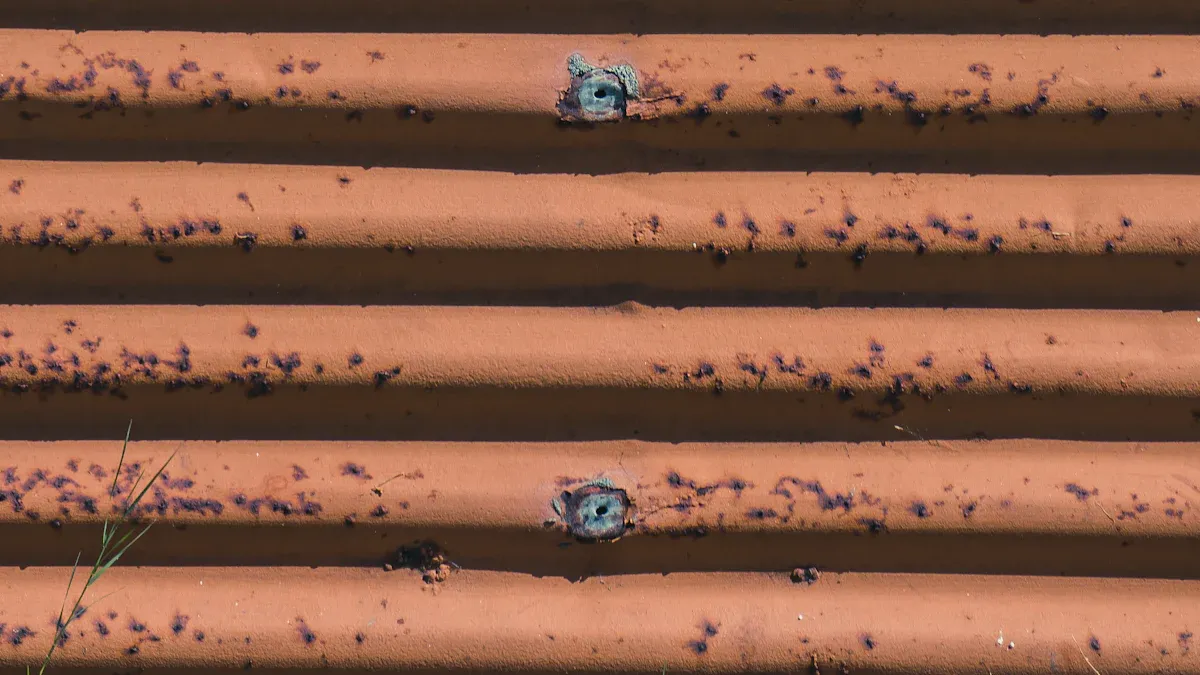
Pinholes
Defektöversikt
Pinholes är små porer som kan uppstå på ytan av färgbelagda aluminiumspolar . Du kanske märker att dessa små hål varierar från 5 μm till 50 μm i diameter. Pinholes beror ofta på föroreningar i råaluminium, inkonsekvenser under valsningsprocessen eller mekaniska skador som uppstår under tillverkningen. Dessa defekter kan äventyra beläggningens skyddsbarriär, vilket gör att fukt eller föroreningar kan nå den underliggande metallen. I känsliga applikationer, såsom läkemedelsförpackningar, kan till och med ett enda nålhål större än 20 μm tillåta föroreningar att komma in, vilket understryker vikten av att förhindra denna defekt.
Här är en sammanfattning av de huvudsakliga orsakerna till bildning av nålhål:
Orsak till Pinhole-bildning |
Beskrivning |
Föroreningar i råaluminium |
Exogena och endogena föroreningar, såsom titandiborid och silikater, bidrar avsevärt till bildning av hål. |
Inkonsekvenser under rullning |
Variationer i rullningsprocessen kan leda till defekter, inklusive pinholes. |
Mekanisk skada |
Skador under tillverkningsprocesser kan skapa hål i slutprodukten. |
Du bör förstå att hålstorlekar och -former varierar beroende på vilka typer av föroreningar som finns. De mekaniska egenskaperna hos dessa föroreningar påverkar också hur hål bildas. När du ser pinholes, tittar du på ett tecken på defekt metall som kan påverka den övergripande kvaliteten på din färdiga produkt.
Identifiering
Du kan upptäcka hål genom att visuellt inspektera spolens yta under rätt belysning. Leta efter små porer eller hål som bryter beläggningens jämnhet. Branschstandarder rekommenderar högst tre nålhål per kvadratmeter för högkvalitativa spolar. För mer exakt detektering kan du använda avancerade metoder som laserskanning, automatiserad optisk inspektion (AOI) eller 3D ytprofilometri. Dessa teknologier låter dig mäta ytvariationer i detalj och identifiera även de minsta defekterna.
Detektionsmetod |
Beskrivning |
Standarder för visuell inspektion |
Standarder för att identifiera ytdefekter. |
Maximalt tillåtna defekter |
≤3 pinholes per m². |
Avancerade detektionsmetoder |
Inkluderar laserskanning och automatisk optisk inspektion. |
Laserskanning |
Noggrannhet på ±0,01 mm. |
Automatiserad optisk inspektion (AOI) |
Avancerad teknik för defektdetektering. |
3D Ytprofilometri |
Mäter ytvariationer i detalj. |
Tips: Regelbundna inspektioner med både visuella och automatiserade metoder hjälper dig att hålla hög kvalitet och förhindra att defekta spolar når dina kunder.
Förebyggande
Appliceringsteknik
Du kan minska hålen genom att fokusera på korrekt appliceringsteknik under beläggningsprocessen. Börja med att se till att aluminiumvätskan är väl renad och filtrerad innan den rullas. Detta steg tar bort orenheter som kan orsaka defekter. Använd högkvalitativa rulloljor och installera ett filtreringssystem för att minimera dammförorening. Justera rullningsförhållandena genom att öka rullkraften och minska spänningen. Dessa förändringar hjälper till att skapa en jämnare yta och färre hål.
Rena och filtrera aluminiumvätska före bearbetning.
Använd högkvalitativa rulloljor och underhåll ren utrustning.
Justera rullkraft och spänning för optimala resultat.
Miljökontroll
Miljöfaktorer spelar också en roll för att förebygga pinhole. Håll produktionsområdet rent och kontrollera dammnivåerna. Bibehåll en stabil temperatur och luftfuktighet under beläggningsprocessen. Dessa steg hjälper dig att undvika att introducera nya defekter och säkerställa att beläggningen bildar ett kontinuerligt, skyddande lager.
Rengör produktionsmiljön regelbundet.
Övervaka och kontrollera temperatur och luftfuktighet.
Förvara spolarna på ett dammfritt, torrt område efter beläggning.
Genom att följa dessa bästa metoder kan du minimera pinholes och bibehålla kvaliteten på dina färgbelagda aluminiumspolar.
Edge Wave
Defektöversikt
Edge wave är en defekt som du kan stöta på under produktionen av färgbelagda aluminiumspolar . Denna defekt uppträder som vågor eller vågmönster längs spolens kanter. Kantvåg kan påverka spolens planhet och användbarhet. Du kan se detta problem när spolen inte ligger plant eller när kanterna stiger över mitten. Kantvåg beror ofta på ojämn deformation under rullning eller felaktig spänningskontroll. Du måste ta itu med kantvåg tidigt för att bibehålla kvaliteten på din färdiga produkt och förhindra ytterligare defekter som spolkamber, spoluppsättning, armborst eller mittspänne.
Identifiering
Du kan identifiera kantvåg genom att inspektera spolen för synliga vågor eller krusningar längs kanterna. Placera spolen på en plan yta och observera profilen. Om kanterna böjer sig uppåt eller nedåt jämfört med mitten har du upptäckt kantvåg. Du kanske också märker att spolen inte passar ordentligt i automatiserad bearbetningsutrustning. Kantvåg kan orsaka problem under skärning, skärning eller ytterligare beläggningsapplikationer. Regelbunden inspektion hjälper dig att fånga denna defekt innan den påverkar din produktionslinje.
Tips: Använd en rätkant eller ett mätverktyg för att kontrollera om det finns kantvåg. Jämför kanthöjden med mitthöjden för att bekräfta förekomsten av denna defekt.
Förebyggande
Spolespänning
Du kan minimera kantvåg genom att kontrollera spolspänningen under produktionen. Korrekt spänning säkerställer att spolen förblir platt och förhindrar deformation. Justera spänningsinställningarna på din rullnings- och lindningsutrustning. Övervaka spänningsnivåer under hela processen. Om du märker förändringar i spänningen, gör omedelbara justeringar. Spänningsutjämning eller tempereringsrullning kan hjälpa till att platta och räta ut vågiga spolar. Dessa korrigerande åtgärder förbättrar spolens kvalitet och minskar defekter.
Rullande process
Optimering av rullningsprocessen är avgörande för att förhindra kantvåg. Fokusera på dessa strategier:
Justera rullgap, rullhastighet och temperatur för att minimera ojämn deformation.
Rikta in och stöd remsan ordentligt för att förhindra kantvågor och andra deformationsfenomen.
Genomför korrigerande åtgärder som spänningsutjämning eller tempereringsrullning för att platta till och räta ut spolar.
Du bör också kontrollera om det finns andra relaterade defekter som spolkamber, spoluppsättning, armborst och mittspänne. Dessa problem uppstår ofta tillsammans med kantvåg och kan påverka beläggningens prestanda. Yuqi Metal rekommenderar rutinmässiga processkontroller och underhåll av utrustning för att säkerställa konsekventa resultat. Genom att följa dessa bästa praxis håller du hög kvalitet och minskar risken för kantvåg i dina färgbelagda aluminiumspolar.
Lågglans
Defektöversikt
Lågglans är en defekt som påverkar utseendet och prestandan hos färgbelagda aluminiumspolar. Du kanske märker att ytan ser matt ut eller saknar glans. Det här problemet kan minska den visuella attraktionen hos dina färdiga produkter. Låg glans signalerar ofta problem med beläggningsprocessen eller ytbehandlingen. När glansnivåerna sjunker riskerar du att förlora spolens estetiska värde och skyddande fördelar. Många industrier kräver hög glans för arkitektoniska och dekorativa applikationer, så det är viktigt att upprätthålla korrekt glans.
Identifiering
Du kan identifiera låg glans genom att jämföra spolens yta med ett referensprov under konsekvent belysning. Använd en glansmätare för att mäta glansnivåerna exakt. Toleransen för glansmätning är ±5, vilket hjälper dig att upptäcka även små förändringar. Branschstandarder vägleder dig vid utvärdering av glansnivåer för färgbelagda aluminiumspolar. Följande tabell sammanfattar de viktigaste standarderna som används:
Aspekt |
Detaljer |
Glansmätning |
Mäts med en glansmätare (tolerans ±5) |
Standarder |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Om du ser en matt finish eller ojämn glans har du troligen hittat en defekt. Regelbundna kontroller hjälper dig att behålla jämn glans och undvika defekter som påverkar produktkvaliteten.
Tips: Mät alltid glansnivåerna efter beläggningsprocessen för att säkerställa att dina coils uppfyller industrikraven.
Förebyggande
Ytförberedelse
Korrekt förbehandling av ytan hjälper dig att förhindra låg glans. Rengör aluminiumsubstratet noggrant innan beläggningen appliceras. Ta bort olja, fukt och damm för att skapa en jämn bas. Grova ytor eller föroreningar kan hindra glansen och orsaka defekter. Du bör inspektera underlaget för repor eller gropar och reparera dem vid behov. Yuqi Metal rekommenderar att du använder avancerade rengöringsmetoder för att uppnå en felfri yta. Konsekvent förberedelse säkerställer att beläggningen fäster väl och ger önskad glans.
Rengör underlaget för att ta bort olja och damm.
Reparera repor eller gropar före beläggning.
Inspektera ytorna för ojämnheter och föroreningar.
Beläggningskvalitet
Du kan förbättra glansen genom att fokusera på beläggningens kvalitet. Blanda färgen noggrant före applicering för att undvika ojämn glans. Undvik för mycket pigment, fyllmedel eller lösningsmedel i beläggningen, eftersom dessa kan minska glansen. Använd material av hög kvalitet och övervaka tjockleken på ytbeläggningen. Ofullständig härdning eller felaktiga temperaturinställningar i ugnen kan också leda till låg glans. Justera färgspädningen noggrant och se till att härdningsprocessen är klar. Yuqi Metal följer strikta processkontroller för att leverera konsekvent glans och hög kvalitet.
Blanda färg väl innan applicering.
Övervaka beläggningens tjocklek och härdningstemperatur.
Använd material av hög kvalitet och undvik överutspädning.
Kontrollera om det finns damm och se till att beläggningen är fin.
Obs: Regelbundna inspektioner och processjusteringar hjälper dig att förhindra låg glans och bibehålla kvaliteten på dina färgbelagda aluminiumspolar.
Delaminering & vågighet
Defektöversikt
Delaminering och vågighet är två defekter som kan påverka prestandan och utseendet på färgbelagda aluminiumspolar . Delaminering sker när beläggningen lossnar eller lyfts från metallytan. Vågighet, även känd som oljekonservering, uppträder som buckliga eller ojämna ytor på spolen. Dessa problem beror ofta på felaktig ytbehandling, fuktinträngning eller påfrestningar under tillverkningen. Du måste förstå orsakerna för att förhindra dessa defekter och upprätthålla hög kvalitet.
Här är en tabell som sammanfattar huvudtyperna och orsakerna:
Typ av defekt |
Beskrivning |
Orsaker |
Coil Coating Delaminering |
Avskalning eller lyft av färgen eller beläggningsskiktet från metallunderlaget. |
Felaktig rengöring eller ytförberedelse före beläggning, Fuktinträngning under lagring, Inkompatibelt beläggningssystem. |
Oljekonservering |
Vågighet eller buckling i de plana ytorna på metallpaneler. |
Påfrestningar från tillverkning eller skärning av spole, ojämnt avstånd mellan fästelementen under installationen, Termisk expansion och sammandragning. |
Obs: Delaminering kan utsätta metallen för korrosion, medan vågighet påverkar spolens planhet och visuella tilltalande.
Identifiering
Du kan identifiera delaminering och vågighet genom noggrann inspektion. Synundersökningar hjälper dig att upptäcka ytdefekter som flagning eller ojämnheter. Dimensionskontroller låter dig mäta fysiska egenskaper och upptäcka oegentligheter. Dessa metoder säkerställer att du upptäcker problem tidigt och undviker ytterligare skador.
Inspektionsmetod |
Beskrivning |
Visuella undersökningar |
Viktigt för att identifiera ytdefekter som delaminering och vågighet. |
Dimensionella kontroller |
Hjälper till att mäta de fysiska egenskaperna för att upptäcka oegentligheter. |
Tips: Inspektera alltid spolarna under god belysning och använd mätverktyg för att bekräfta planhet och beläggningsintegritet.
Förebyggande
Adhesion
Du kan förhindra delaminering genom att fokusera på vidhäftning. Rengör aluminiumytan noggrant innan beläggningen appliceras. Ta bort olja, damm och fukt för att skapa en stark bindning. Välj kompatibla beläggningssystem och följ tillverkarens riktlinjer. Yuqi Metal använder avancerad förbehandling och strikta processkontroller för att säkerställa tillförlitlig vidhäftning. Regelbundna inspektioner hjälper dig att upptäcka tidiga tecken på delaminering och vidta korrigerande åtgärder.
Rengör och torka ytan före beläggning.
Använd kompatibla beläggningsmaterial.
Inspektera för skalning eller lyft under rutinkontroller.
Rullande parametrar
Att kontrollera rullningsparametrar är nyckeln till att förhindra vågighet. Övervaka spänning, hastighet och temperatur under rullningsprocessen. Justera utrustningens inställningar för att minimera stress och deformation. Yuqi Metal rekommenderar rutinmässigt underhåll av utrustning och processövervakning. Du bör kontrollera ojämna ytor och göra justeringar vid behov. Korrekt rullning minskar risken för vågighet och håller spolen platt.
Övervaka spänning och hastighet under rullning.
Justera utrustningen för att förhindra stress och deformation.
Inspektera för vågighet efter varje produktionssteg.
Bildtext: Konsekvent processkontroll och regelbundna inspektioner hjälper dig att undvika defekter och bibehålla kvaliteten på dina färgbelagda aluminiumspolar.
Försiktighetsåtgärder vid användning av färgbelagda aluminiumspolar
Du kan förhindra defekter och bibehålla kvaliteten genom att följa viktiga försiktighetsåtgärder för att använda färgbelagda aluminiumspolar. Dessa steg hjälper dig att undvika problem som armborst, spoleuppsättning och mittspänne. Du skyddar din investering och säkerställer pålitlig prestanda i varje applikation.
Hantering
Korrekt hantering är avgörande för att bevara integriteten hos färgbelagda aluminiumspolar. Du måste rengöra och behandla spolarna för att ta bort orenheter eller föroreningar. Detta steg säkerställer att beläggningen fäster bra och håller längre. Du kan använda avfettning och deoxiderande metoder för att eliminera oönskade ämnen. Ytans förbehandling, såsom slipning eller borstning, skapar en slät finish fri från repor eller bucklor. Kemisk förbehandling förbättrar bindningen mellan beläggningen och aluminiumet.
Hanteringsprocedur |
Beskrivning |
Rengöring |
Avfettning och desoxidering tar bort föroreningar, vilket säkerställer korrekt vidhäftning av beläggningen. |
Ytförberedelse |
Slipning, borstning eller slipning skapar en defektfri yta. |
Förbehandling |
Kemiska behandlingar eller etsning förbättrar bindningen mellan beläggning och aluminium. |
Du kan också välja fukt- och saltbeständiga beläggningar, lägga på extra lager för UV-skydd och välja material som motstår kemisk korrosion. Dessa försiktighetsåtgärder för att använda färgbelagda aluminiumspolar hjälper dig att undvika vanliga problem.
Tips: Hantera alltid spolarna försiktigt för att förhindra repor och bucklor. Använd lämplig lyftutrustning och undvik att stapla spolar direkt.
Lagring
Du måste förvara färgbelagda aluminiumspolar under optimala förhållanden för att bibehålla kvaliteten. Förvaring inomhus i ett rent, torrt och välventilerat lager är bäst. Låt spolarna acklimatisera sig innan de packas upp, särskilt när du flyttar från kalla till varma miljöer. Använd träpallar eller gummimattor för att förhindra deformation. Tillräckligt luftflöde runt varje spole hjälper fukt att avdunsta. Håll den relativa luftfuktigheten under 50–60 % för att minska risken för kondens och korrosion.
Förvara rullar inomhus i ett rent, torrt och välventilerat lager.
Låt spolarna acklimatisera sig innan de packas upp.
Använd lämpliga stöd för att förhindra deformation.
Säkerställ luftflöde runt varje spole.
Håll luftfuktigheten under 50–60 %.
Hantera spolarna försiktigt för att undvika repor.
Ta bort den skyddande förpackningsfilmen strax före bearbetning.
Inspektera regelbundet för tecken på skador eller fukt.
Dessa försiktighetsåtgärder för att använda färgbelagda aluminiumspolar säkerställer att du undviker lagringsrelaterade problem och bibehåller produktkvaliteten.
Kvalitetsinspektion
Du måste utföra en noggrann inspektion för att upptäcka eventuella defekter före leverans. Beläggningstjockleksinspektion bekräftar enhetlighet. Färgkonsistenskontroller säkerställer att finishen uppfyller standarderna. Vidhäftningstestning verifierar bindningen mellan beläggning och aluminium. T-böj eller flexibilitetstester bedömer hållbarhet. Inspektion av ytdefekter, inklusive visuell inspektion, hjälper dig att upptäcka repor, bucklor eller andra ojämnheter.
Inspektion av beläggningens tjocklek
Färgkonsistenskontroller
Vidhäftningstestning
T-böj eller flexibilitetstester
Besiktning av ytfel
Obs: Regelbunden inspektion och kvalitetssäkringsåtgärder hjälper dig att leverera tillförlitliga färgbelagda aluminiumspolar. Yuqi Metal erbjuder kundsupport och produktanpassning för att möta dina specifika behov.
Genom att följa dessa försiktighetsåtgärder för att använda färgbelagda aluminiumspolar minimerar du defekter och håller hög kvalitet. Du kan lita på Yuqi Metal för expertvägledning och skräddarsydda lösningar.
Du skyddar dina projekt när du förebygger defekter och bibehåller kvaliteten i färgbelagda aluminiumspolar. Bästa metoder och försiktiga försiktighetsåtgärder hjälper dig att undvika problem och förbättra prestandan. Löpande utbildning och regelbundna inspektioner håller ditt team förberedd. Yuqi Metal stödjer dig med certifierade produkter och pålitlig service.
Certifieringstyp |
Detaljer |
ISO 9001 |
Management System |
FAQ
Vad används färgbelagda aluminiumspolar till?
Du använder färgbelagda aluminiumspolar inom bygg-, bil-, förpacknings- och HVAC-industrin. Dessa spolar ger både skydd och dekoration för tak, väggar, tak och andra ytor.
Hur identifierar man en ytdefekt på en aluminiumspole?
Du inspekterar spolen under bra belysning. Leta efter repor, bucklor eller färgförändringar. Använd en glansmätare eller spektrofotometer för mer exakta kontroller.
Varför uppstår färgskillnader i aluminiumspolar?
Du kan se färgskillnader på grund av inkonsekventa råmaterial, ojämn beläggningstjocklek eller förändringar i processförhållanden. Kontrollera alltid batchnummer och övervaka beläggningsprocessen.
Hur ska man förvara färgbelagda aluminiumspolar?
Du förvarar spolar inomhus i ett rent, torrt och välventilerat utrymme. Använd pallar eller gummimattor. Håll luftfuktigheten under 60 %. Låt spolarna acklimatisera sig innan de packas upp.
Vad är det bästa sättet att förhindra dålig vidhäftning?
Du rengör och förbehandlar aluminiumytan innan beläggning. Använd kompatibla beläggningssystem. Övervaka temperatur och luftfuktighet under appliceringen för bästa resultat.
Kan du anpassa legeringen eller avsluta med Yuqi Metal?
Ja! Du kan välja mellan olika legeringsserier, tjocklekar, bredder och ytfinish. Yuqi Metal erbjuder anpassning för att matcha dina projektbehov.
Hur ofta ska man inspektera färgbelagda aluminiumspolar?
Du bör inspektera spolar före och efter förvaring, under hantering och före användning. Regelbundna kontroller hjälper dig att fånga upp defekter tidigt och bibehålla kvaliteten.
Vem kan du kontakta för teknisk support eller produktrådgivning?
Du kan kontakta Yuqi Metals kundsupportteam. De tillhandahåller expertvägledning, teknisk information och hjälp med produktval.