![کلر لیپت ایلومینیم کوائلز میں 7 عام نقائص اور ان سے بچنے کے لیے نکات]()
کوالٹی تمام صنعتوں جیسے کہ تعمیراتی، آٹوموٹیو اور پیکیجنگ میں رنگ لیپت ایلومینیم کنڈلی کی کارکردگی میں اہم کردار ادا کرتی ہے۔ آپ کو اکثر کئی نقائص کا سامنا کرنا پڑتا ہے جو کنڈلی کی وشوسنییتا کو متاثر کر سکتے ہیں۔ سب سے زیادہ عام مسائل کے علاقوں میں شامل ہیں:
سطح کے خروںچ
رنگ کا فرق
ناقص آسنجن
پن ہولز
کنارے کی لہر
کم چمک
Delamination & waviness
یوکی میٹل پریمیم کوائل کی فراہمی کے لیے کوالٹی ایشورنس کے اقدامات اور کوالٹی ایشورنس ٹیسٹنگ کا استعمال کرتی ہے۔ پیداوار اور ہینڈلنگ کے دوران نقائص کو روکنے کے لیے آپ کلر لیپت ایلومینیم کوائل کے استعمال کے لیے احتیاطی تدابیر پر عمل کر سکتے ہیں۔
کلیدی ٹیک ویز
ہینڈلنگ اور اسٹوریج کے دوران سطح پر خروںچ ہو سکتی ہے۔ نقصان سے بچنے کے لیے کنڈلی کو ہمیشہ احتیاط سے ہینڈل کریں۔
رنگ کے فرق مصنوعات کے معیار کو متاثر کر سکتے ہیں۔ مستقل خام مال کا استعمال کریں اور کوٹنگ کے عمل کو قریب سے مانیٹر کریں۔
ناقص چپکنے کی وجہ سے چھیلنا اور flaking ہوتا ہے۔ سطح کی مناسب تیاری کو یقینی بنائیں اور ہم آہنگ کوٹنگز کا استعمال کریں۔
پن ہولز چھوٹے نقائص ہیں جو کوٹنگ کو نقصان پہنچا سکتے ہیں۔ نجاست کو کم کرنے کے لیے پیداواری ماحول کو صاف رکھیں۔
کنارے کی لہر کنڈلی کے استعمال کو متاثر کرتی ہے۔ کنڈلی کو فلیٹ رکھنے اور اخترتی کو روکنے کے لیے پیداوار کے دوران تناؤ کو کنٹرول کریں۔
کم چمک بصری اپیل کو کم کرتی ہے۔ سطحوں کو اچھی طرح سے تیار کریں اور چمک کو برقرار رکھنے کے لیے کوٹنگ کے معیار کی نگرانی کریں۔
Delamination اور waviness کارکردگی کو متاثر کر سکتا ہے۔ ان نقائص کو روکنے کے لیے آسنجن اور رولنگ پیرامیٹرز پر توجہ دیں۔
باقاعدہ معائنہ بہت ضروری ہے۔ اعلی معیار اور وشوسنییتا کو یقینی بنانے کے لیے استعمال سے پہلے نقائص کے لیے کنڈلی چیک کریں۔
سطحی خروںچ
![سطحی خروںچ]()
خرابی کا جائزہ
سطحی خروںچ سب سے زیادہ بار بار ہونے والے نقائص میں سے ایک کی نمائندگی کرتے ہیں جن کا آپ کو سامنا ہوسکتا ہے۔ رنگ لیپت ایلومینیم کنڈلی یہ خروںچ کسی بھی مرحلے پر ہوسکتی ہے، مینوفیکچرنگ سے لے کر ہینڈلنگ اور اسٹوریج تک۔ وہ اکثر آلات کے ساتھ رابطے، غلط اسٹیکنگ، یا لاپرواہ حرکت کے نتیجے میں ہوتے ہیں۔ سطح کے خراشیں نہ صرف ظاہری شکل کو متاثر کرتی ہیں بلکہ حفاظتی کوٹنگ کو بھی متاثر کر سکتی ہیں، جس سے دھاتی سبسٹریٹ میں مزید خرابیاں اور ممکنہ سنکنرن ہو سکتے ہیں۔ آپ کو اپنے ایلومینیم کوائل کے معیار اور استحکام کو برقرار رکھنے کے لیے اس مسئلے کو جلد حل کرنا چاہیے۔
وجہ |
تفصیل |
گائیڈز یا سامان کے ساتھ رگڑ |
یہ پروسیسنگ کے دوران ہوتا ہے، جس کی وجہ سے سطح کو نقصان پہنچتا ہے۔ |
اینیلنگ کے دوران پرت کی غلط ترتیب |
انکوائل کرنے پر غلط ترتیب خروںچ کا سبب بن سکتی ہے۔ |
ختم کرنے کے دوران غلط ہینڈلنگ |
ہینڈلنگ کی غلطیوں کا نتیجہ پیکیجنگ کے دوران خروںچ کا سبب بن سکتا ہے۔ |
شناخت
آپ ان لائنوں، نشانوں یا نالیوں کے لیے کنڈلی کا بصری معائنہ کر کے سطح کے خروںچوں کی شناخت کر سکتے ہیں جو مطلوبہ تکمیل سے مختلف ہیں۔ نقصان کی شدت کے لحاظ سے یہ خراشیں اتھلے یا گہرے نشانات کے طور پر ظاہر ہو سکتی ہیں۔ اگر آپ کو مشتبہ خرابی نظر آتی ہے تو، کوٹنگ یا بے نقاب دھات میں بے قاعدگیوں کی جانچ کریں۔ خروںچ اکثر کنڈلی کی سمت کے متوازی چلتے ہیں، جس کی وجہ سے معمول کے معائنے کے دوران ان کی نشاندہی کرنا آسان ہوجاتا ہے۔ باقاعدگی سے چیک آپ کو نقائص کو پکڑنے میں مدد کرتے ہیں اس سے پہلے کہ وہ مزید سنگین مسائل کا باعث بنیں۔
روک تھام
سنبھالنا
مشورہ: حادثاتی نقصان سے بچنے کے لیے ہمیشہ ایلومینیم کوائل کو احتیاط سے ہینڈل کریں۔
آپ سٹوریج اور ٹرانسپورٹ کے دوران بہترین طریقوں پر عمل کر کے نقائص کو کم کر سکتے ہیں:
اس بات کو یقینی بنائیں کہ ایلومینیم کنڈلی صاف اور گندگی یا ملبے سے پاک ہے پیکیجنگ سے پہلے تاکہ ٹرانزٹ کے دوران کھرچنے سے بچا جا سکے۔
دھول، نمی اور دیگر ماحولیاتی عوامل سے بچانے کے لیے اسٹریچ فلم کے ساتھ کنڈلی کو مضبوطی سے لپیٹیں۔
یکساں وزن کی تقسیم کے لیے مضبوط، عیب سے پاک پیلیٹس پر لپیٹے ہوئے کنڈلی رکھیں۔
ہینڈلنگ اور ٹرانزٹ کے دوران کنڈلی کے کناروں کو پہنچنے والے نقصان کو روکنے کے لیے پیلیٹائزڈ بوجھ پر کارنر پروٹیکٹر استعمال کریں۔
جب تک ضرورت ہو کوائلڈ پٹی کو اس کی اصل پیکیجنگ میں رکھیں۔
اس بات کو یقینی بنائیں کہ کنڈلیوں کو مضبوطی سے دوبارہ باندھ دیا گیا ہے اگر کھرچنے سے بچنے کے لیے آنکھ سے ایک طرف اسٹور کیا جائے۔
پانی کے داغ کے خطرے کو کم کرنے کے لیے گرم اور نمی پر قابو پانے والی جگہ پر اسٹور کریں۔
Yuqi Metal ایک صاف، خشک ماحول میں کنڈلی کو ذخیرہ کرنے اور لفٹنگ کا مناسب سامان استعمال کرنے کی تجویز کرتا ہے۔ آپ کو کنڈلیوں کو ایک دوسرے کے اوپر براہ راست اسٹیک کرنے سے گریز کرنا چاہئے۔ باقاعدگی سے معائنہ آپ کو نقائص کا جلد پتہ لگانے اور کنڈلی کے معیار کو برقرار رکھنے میں مدد کرتا ہے۔
سامان کی دیکھ بھال
سامان کی مناسب دیکھ بھال سطح پر خروںچ کو روکنے میں کلیدی کردار ادا کرتی ہے۔ پہننے یا تیز کناروں کے لیے گائیڈز، رولرز اور کنویئرز کا معائنہ کریں۔ پروسیسنگ کے دوران خروںچ پیدا کرنے سے بچنے کے لیے خراب شدہ حصوں کو فوری طور پر تبدیل کریں۔ غلط ترتیب کو روکنے اور نقصان کے خطرے کو کم کرنے کے لیے اینیلنگ کے دوران تہوں کو درست طریقے سے سیدھ میں رکھیں۔ Yuqi میٹل سخت معیار کے معیارات اور معمول کے آلات کی جانچ پڑتال کرتا ہے تاکہ یہ یقینی بنایا جا سکے کہ کنڈلی نقائص سے پاک رہیں۔ آپ اپنے کنڈلیوں کی حفاظت اور ان کی عمر بڑھانے کے لیے اسی طرح کے طریقے اپنا سکتے ہیں۔
رنگ کا فرق
![رنگ کا فرق]()
خرابی کا جائزہ
رنگ کا فرق ایک عام نقص ہے جسے آپ رنگین لیپت ایلومینیم کنڈلیوں میں محسوس کر سکتے ہیں۔ یہ مسئلہ اس وقت ہوتا ہے جب کوٹنگ کا رنگ کنڈلی کی سطح پر ناہموار یا متضاد نظر آتا ہے۔ آپ اس مسئلے کو پیچ، لکیریں، یا سایہ میں شفٹ کے طور پر دیکھ سکتے ہیں۔ رنگ کا فرق آپ کی تیار شدہ مصنوعات کی بصری اپیل اور سمجھے جانے والے معیار کو متاثر کر سکتا ہے۔ یہ اکثر خام مال میں تغیرات، کوٹنگ کی موٹائی کے متضاد، یا عمل کے حالات میں تبدیلیوں کے نتیجے میں ہوتا ہے۔ اگر آپ رنگ کے فرق کو دور نہیں کرتے ہیں، تو یہ گاہک کی شکایات کا باعث بن سکتا ہے اور آپ کی مصنوعات کی قدر کو کم کر سکتا ہے۔
شناخت
آپ مستقل روشنی کے تحت کوائل کی سطح کا موازنہ کرکے رنگ کے فرق کی شناخت کرسکتے ہیں۔ ان علاقوں کو تلاش کریں جہاں رنگ ہلکا، گہرا، یا معیار سے مختلف نظر آتا ہے۔ رنگ کی مستقل مزاجی کی پیمائش اور تصدیق کرنے کے لیے آپ صنعت کے معیارات اور اوزار بھی استعمال کر سکتے ہیں۔ درج ذیل جدول میں رنگ کے فرق اور رنگ لیپت ایلومینیم کوائلز میں متعلقہ نقائص کی شناخت کے لیے سب سے زیادہ استعمال ہونے والے معیارات کی فہرست دی گئی ہے۔
معیاری |
تفصیل |
ای سی سی اے ٹی 3 |
رنگ لیپت ایلومینیم کنڈلی کے لیے رنگ کی حد |
ای سی سی اے ٹی 2 |
چمک ڈگری کی وضاحتیں |
ای سی سی اے ٹی 1 |
کوٹنگ کی موٹائی کی ضروریات |
ای سی سی اے ٹی 4 |
پنسل کی سختی کے معیارات |
ASTM D3359 |
آسنجن جانچ کا طریقہ |
ASTM D2794 |
اثر مزاحمت کی جانچ کا طریقہ |
GB/T17748 |
ابالنے والی مزاحمت کی جانچ کا طریقہ |
ASTM D2248 |
سالوینٹ مزاحمت کی جانچ کا طریقہ |
ASTM D1308 |
تیزابیت کے خلاف مزاحمت کی جانچ کا طریقہ |
اگر آپ کو کوئی مشتبہ نقص نظر آتا ہے، تو کوائل کا حوالہ نمونے سے موازنہ کریں یا درست پیمائش کے لیے سپیکٹرو فوٹومیٹر استعمال کریں۔
رنگ لیپت ایلومینیم کوائل استعمال کرنے کے لیے احتیاطی تدابیر
مواد کی مستقل مزاجی
آپ مستقل خام مال کا انتخاب کرکے رنگ کے فرق کو روک سکتے ہیں۔ جب بھی ممکن ہو اسی بیچ اور سپلائر سے ایلومینیم کوائل منتخب کریں۔ Yuqi Metal مختلف قسم کے مرکبات اور سطح کی تکمیل پیش کرتا ہے، جس سے آپ کو رنگ کے تغیر کو کم کرنے میں مدد ملتی ہے۔ اسی طرح کی کیمیائی ساخت اور سطح کے علاج کے ساتھ کنڈلیوں کا استعمال کرتے ہوئے، آپ رنگ کی مماثلت کے خطرے کو کم کرتے ہیں۔ پیداوار شروع کرنے سے پہلے ہمیشہ بیچ نمبر اور ختم کی قسم چیک کریں۔
عمل کا کنٹرول
رنگ کے فرق سے بچنے میں پروسیس کنٹرول کلیدی کردار ادا کرتا ہے۔ آپ کو کوٹنگ کے عمل کے ہر قدم کی نگرانی کرنی چاہیے۔ ان لائن رنگ کی پیمائش کے نظام پورے کنڈلی میں رنگ کے معیار کی جانچ کر سکتے ہیں۔ ERX145 ان لائن سپیکٹرو فوٹومیٹر گرم لیپت سطحوں پر رنگ کی پیمائش کرتا ہے اور درجہ حرارت کی تبدیلیوں کا حساب کرتا ہے۔ ریئل ٹائم فیڈ بیک آپ کو فوری ایڈجسٹمنٹ کرنے اور رنگ کی مستقل مزاجی کو برقرار رکھنے کی اجازت دیتا ہے۔
نقائص کو مزید کم کرنے کے لیے، عمل کے ان عوامل پر توجہ دیں:
انوڈک کوٹنگ کی موٹائی
انوڈائزنگ عمل کی قسم (جیسے 2 قدم یا انٹیگرل رنگ)
حل کی قسم اور ارتکاز
حل کا درجہ حرارت
استعمال شدہ اینچ کی قسم
ہر عمل کے مرحلے میں وقت گزارا۔
لوڈ سائز اور ریکنگ کا طریقہ
موجودہ کثافت کا تغیر
ٹپ: اپنے پیمائشی ٹولز کو باقاعدگی سے کیلیبریٹ کریں اور عمل کے پیرامیٹرز کا تفصیلی ریکارڈ رکھیں۔ اس سے آپ کو رنگ کے کسی بھی فرق کو تیزی سے ٹریس کرنے اور درست کرنے میں مدد ملتی ہے۔
ان احتیاطی تدابیر پر عمل کرتے ہوئے، آپ اعلیٰ معیار کو برقرار رکھ سکتے ہیں اور اپنے کلر لیپت ایلومینیم کوائلز میں رنگ کی عدم مطابقت کی وجہ سے دھاتی سبسٹریٹ کے نقائص سے بچ سکتے ہیں۔
ناقص آسنجن
خرابی کا جائزہ
رنگین لیپت ایلومینیم کنڈلیوں میں ناقص آسنجن ایک اہم نقص کے طور پر کھڑا ہے۔ آپ دیکھ سکتے ہیں کہ کوٹنگ ایلومینیم کی سطح کے ساتھ مناسب طریقے سے بانڈ کرنے میں ناکام رہتی ہے۔ یہ مسئلہ چھیلنے، پھٹنے، یا چھالوں کا باعث بن سکتا ہے۔ جب کوٹنگ الگ ہو جاتی ہے، تو کنڈلی ماحولیاتی نقصان کا شکار ہو جاتی ہے۔ ناقص چپکنے کا نتیجہ اکثر سطح کی غلط تیاری، آلودگی، یا غلط استعمال کے طریقوں سے ہوتا ہے۔ آپ کو اپنی مصنوعات کے معیار اور استحکام کو برقرار رکھنے کے لیے اس خرابی کو دور کرنا چاہیے۔ اگر آپ ناقص آسنجن کو نظر انداز کرتے ہیں، تو آپ کو کنڈلی کو سنکنرن اور دیگر دھاتی سبسٹریٹ کے نقائص سے بے نقاب کرنے کا خطرہ ہے۔
شناخت
آپ کنڈلی کا معائنہ کرکے ناقص چپکنے کی نشاندہی کر سکتے ہیں تاکہ چھیلنے یا پھٹنے کی علامات ہوں۔ فلم کی چپکنے والی جانچ کے لیے ایک سادہ ٹیپ ٹیسٹ کا استعمال کریں۔ لیپت سطح پر چپکنے والی ٹیپ لگائیں اور اسے تیزی سے کھینچیں۔ اگر کوٹنگ اٹھتی ہے یا دراڑ پڑتی ہے، تو آپ کو ناقص دھات کا واضح اشارہ ملتا ہے۔ بلبلوں، چھالوں، یا جگہوں کو تلاش کریں جہاں کوٹنگ ڈھیلی نظر آتی ہے۔ یہ نقائص اشارہ کرتے ہیں کہ کوٹنگ اور ایلومینیم کے درمیان بانڈ کمزور ہے۔ باقاعدگی سے معائنہ آپ کو اس خرابی کو جلد پکڑنے اور مزید نقصان کو روکنے میں مدد کرتا ہے۔
ٹپ: اپنے پروجیکٹ میں کلر لیپت ایلومینیم کنڈلی استعمال کرنے سے پہلے ہمیشہ علیحدگی یا چھالے کی نظر آنے والی علامات کی جانچ کریں۔
روک تھام
پری ٹریٹمنٹ
آپ ایلومینیم کی سطح کو احتیاط سے تیار کرکے ناقص چپکنے کو روک سکتے ہیں۔ کوٹنگ چپکنے کے لیے ایک صاف اور ہموار سطح ضروری ہے۔ خرابیوں جیسے خروںچ، گڑھے، یا تیل کی باقیات کے لیے سطح کا معائنہ کریں۔ صفائی کے مناسب طریقوں کا استعمال کرتے ہوئے تمام آلودگیوں کو ہٹا دیں۔ بہت سے مینوفیکچررز اب کرومیٹ فری اور فاسفیٹ فری پریٹریٹمنٹ کمپوزیشن استعمال کرتے ہیں۔ یہ ماحول دوست اختیارات روایتی کوٹنگز کے برابر سنکنرن مزاحمت فراہم کرتے ہیں۔ آپ ان جدید پریٹریٹمنٹس کا انتخاب کرکے کنڈلی اور ماحول دونوں کی حفاظت کرتے ہیں۔
کوئی بھی کوٹنگ لگانے سے پہلے ایلومینیم کو اچھی طرح صاف کریں۔
نقائص کا معائنہ کریں اور کسی بھی خروںچ یا گڑھے کی مرمت کریں۔
بہتر سنکنرن مزاحمت کے لیے کرومیٹ فری یا فاسفیٹ سے پاک پریٹریٹمنٹس کا استعمال کریں۔
کوٹنگ کا عمل
کوٹنگ کا عمل ناقص آسنجن کو روکنے میں اہم کردار ادا کرتا ہے۔ آپ کو کوٹنگ کو یکساں طور پر اور صحیح موٹائی پر لگانا چاہیے۔ درخواست کے دوران درجہ حرارت اور نمی کی نگرانی کریں۔ یہ عوامل متاثر کرتے ہیں کہ ایلومینیم سے کوٹنگ بانڈ کتنی اچھی طرح سے جڑے ہوئے ہیں۔ اعلیٰ معیار کا پینٹ استعمال کریں اور کارخانہ دار کی ہدایات پر عمل کریں۔ Yuqi Metal مسلسل نتائج کو یقینی بنانے کے لیے باقاعدگی سے عمل کی جانچ کی سفارش کرتا ہے۔ آپ کو اپنے آلات کو کیلیبریٹ کرنا چاہیے اور درخواست کی مناسب رفتار کو برقرار رکھنا چاہیے۔
کوٹنگ کو کنٹرول شدہ ماحول میں لگائیں۔
کوٹنگ پرت کی موٹائی اور یکسانیت کو چیک کریں۔
قابل اعتماد سامان استعمال کریں اور عمل کے پیرامیٹرز کو قریب سے مانیٹر کریں۔
نوٹ: مسلسل عمل کا کنٹرول اور سطح کی تیاری آپ کو نقائص سے بچنے اور رنگین ایلومینیم کوائلز میں اعلیٰ معیار کو برقرار رکھنے میں مدد دیتی ہے۔
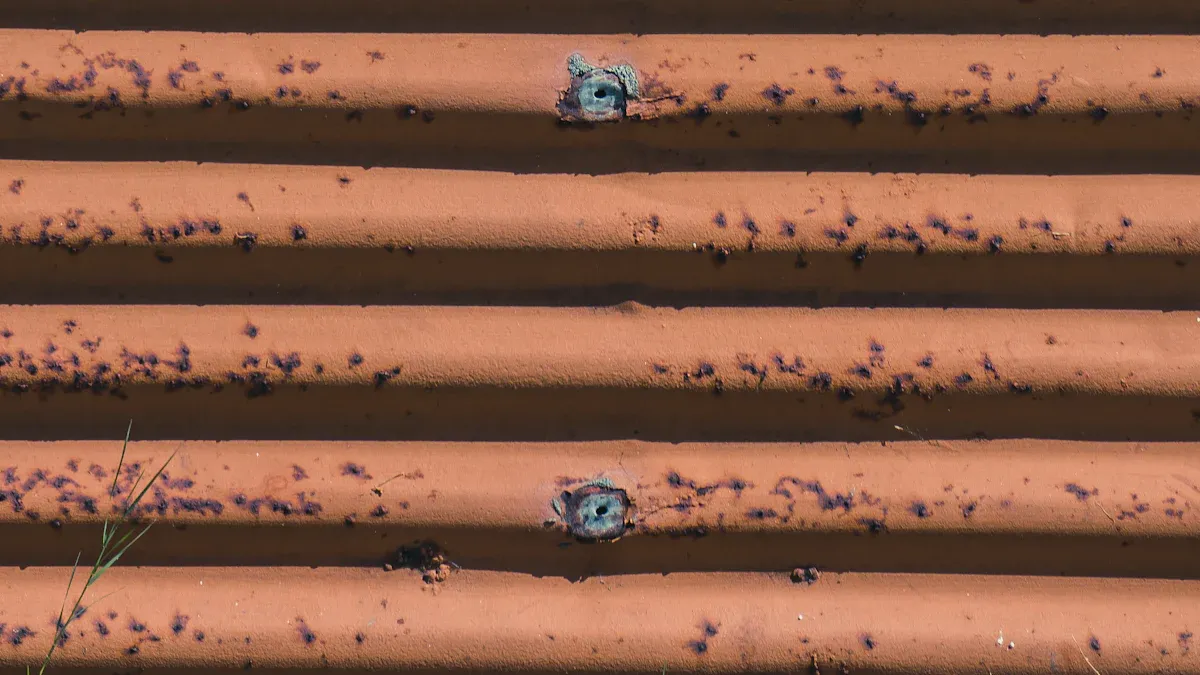
پن ہولز
خرابی کا جائزہ
پن ہولز چھوٹے چھوٹے سوراخ ہیں جو کی سطح پر ظاہر ہو سکتے ہیں۔ رنگ لیپت ایلومینیم کنڈلی آپ ان چھوٹے سوراخوں کو 5 μm سے 50 μm قطر میں دیکھ سکتے ہیں۔ پن ہولز اکثر خام ایلومینیم میں موجود نجاستوں، رولنگ کے عمل کے دوران عدم مطابقت، یا مینوفیکچرنگ کے دوران ہونے والے مکینیکل نقصان کے نتیجے میں ہوتے ہیں۔ یہ نقائص کوٹنگ کی حفاظتی رکاوٹ سے سمجھوتہ کر سکتے ہیں، جس سے نمی یا آلودہ مادوں کو دھات تک پہنچ سکتا ہے۔ حساس ایپلی کیشنز، جیسے دواسازی کی پیکیجنگ میں، یہاں تک کہ 20 μm سے بڑا ایک پن ہول بھی آلودگیوں کو داخل ہونے کی اجازت دے سکتا ہے، جو اس خرابی کو روکنے کی اہمیت کو اجاگر کرتا ہے۔
پنہول کی تشکیل کی بنیادی وجوہات کا خلاصہ یہ ہے:
پنہول کی تشکیل کی وجہ |
تفصیل |
خام ایلومینیم میں نجاست |
Exogenic اور endogenic نجاست، جیسے ٹائٹینیم ڈائبورائیڈ اور سلیکیٹس، پن ہول کی تشکیل میں نمایاں طور پر حصہ ڈالتے ہیں۔ |
رولنگ کے دوران تضادات |
رولنگ کے عمل میں تغیرات خرابیوں کا باعث بن سکتے ہیں، بشمول پن ہولز۔ |
مکینیکل نقصان |
مینوفیکچرنگ کے عمل کے دوران نقصان حتمی مصنوعات میں pinholes پیدا کر سکتے ہیں. |
آپ کو سمجھنا چاہیے کہ پن ہول کے سائز اور شکلیں موجود نجاست کی اقسام کے لحاظ سے مختلف ہوتی ہیں۔ ان نجاستوں کی مکینیکل خصوصیات اس پر بھی اثر انداز ہوتی ہیں کہ پن ہولز کیسے بنتے ہیں۔ جب آپ پن ہولز دیکھتے ہیں، تو آپ ناقص دھات کی نشانی دیکھ رہے ہوتے ہیں جو آپ کی تیار شدہ مصنوعات کے مجموعی معیار کو متاثر کر سکتا ہے۔
شناخت
آپ مناسب روشنی کے تحت کنڈلی کی سطح کا بصری طور پر معائنہ کرکے پن ہولز کا پتہ لگاسکتے ہیں۔ چھوٹے سوراخوں یا سوراخوں کی تلاش کریں جو کوٹنگ کی ہمواری کو توڑتے ہیں۔ صنعتی معیارات اعلیٰ کوالٹی کوائلز کے لیے فی مربع میٹر زیادہ سے زیادہ تین پن ہولز تجویز کرتے ہیں۔ مزید درست پتہ لگانے کے لیے، آپ لیزر سکیننگ، خودکار آپٹیکل انسپیکشن (AOI)، یا 3D سطح کی پروفائلومیٹری جیسے جدید طریقے استعمال کر سکتے ہیں۔ یہ ٹیکنالوجیز آپ کو سطح کے تغیرات کی تفصیل سے پیمائش کرنے اور یہاں تک کہ چھوٹے نقائص کی نشاندہی کرنے کی اجازت دیتی ہیں۔
پتہ لگانے کا طریقہ |
تفصیل |
بصری معائنہ کے معیارات |
سطح کے نقائص کی شناخت کے لیے معیارات۔ |
زیادہ سے زیادہ قابل اجازت نقائص |
≤3 پن ہولز فی m⊃2؛۔ |
پتہ لگانے کے جدید طریقے |
لیزر سکیننگ اور خودکار آپٹیکل انسپکشن شامل ہیں۔ |
لیزر سکیننگ |
±0.01 ملی میٹر کی درستگی۔ |
خودکار آپٹیکل انسپیکشن (AOI) |
عیب کا پتہ لگانے کے لیے جدید ٹیکنالوجی۔ |
3D سرفیس پروفائلومیٹری |
سطح کے تغیرات کو تفصیل سے ماپتا ہے۔ |
اشارہ: بصری اور خودکار دونوں طریقوں کا استعمال کرتے ہوئے باقاعدہ معائنہ آپ کو اعلیٰ معیار کو برقرار رکھنے اور خراب کنڈلیوں کو اپنے صارفین تک پہنچنے سے روکنے میں مدد کرتا ہے۔
روک تھام
درخواست کی تکنیک
آپ کوٹنگ کے عمل کے دوران مناسب ایپلی کیشن تکنیک پر توجہ دے کر پن ہولز کو کم کر سکتے ہیں۔ اس بات کو یقینی بناتے ہوئے شروع کریں کہ ایلومینیم مائع کو رول کرنے سے پہلے اچھی طرح سے صاف اور فلٹر کیا گیا ہے۔ یہ قدم نجاستوں کو دور کرتا ہے جو نقائص کا سبب بن سکتے ہیں۔ دھول کی آلودگی کو کم کرنے کے لیے اعلیٰ معیار کے رولنگ آئل استعمال کریں اور فلٹرنگ سسٹم لگائیں۔ رولنگ فورس کو بڑھا کر اور تناؤ کو کم کرکے رولنگ کے حالات کو ایڈجسٹ کریں۔ یہ تبدیلیاں ایک ہموار سطح اور کم پن ہولز بنانے میں مدد کرتی ہیں۔
پروسیسنگ سے پہلے ایلومینیم مائع کو صاف اور فلٹر کریں۔
اعلیٰ معیار کے رولنگ آئل استعمال کریں اور سامان صاف رکھیں۔
بہترین نتائج کے لیے رولنگ فورس اور تناؤ کو ایڈجسٹ کریں۔
ماحولیاتی کنٹرول
پن ہول کی روک تھام میں ماحولیاتی عوامل بھی کردار ادا کرتے ہیں۔ پیداوار کے علاقے کو صاف رکھیں اور دھول کی سطح کو کنٹرول کریں۔ کوٹنگ کے عمل کے دوران مستحکم درجہ حرارت اور نمی کو برقرار رکھیں۔ یہ اقدامات آپ کو نئے نقائص کو متعارف کرانے سے بچنے میں مدد دیتے ہیں اور اس بات کو یقینی بناتے ہیں کہ کوٹنگ ایک مسلسل، حفاظتی تہہ کی تشکیل کرے۔
پیداوار کے ماحول کو باقاعدگی سے صاف کریں۔
درجہ حرارت اور نمی کی نگرانی اور کنٹرول کریں۔
کوائل کو کوٹنگ کے بعد دھول سے پاک، خشک جگہ پر اسٹور کریں۔
ان بہترین طریقوں پر عمل کرتے ہوئے، آپ پن ہولز کو کم سے کم کر سکتے ہیں اور اپنے رنگ لیپت ایلومینیم کنڈلی کے معیار کو برقرار رکھ سکتے ہیں۔
ایج ویو
خرابی کا جائزہ
ایج ویو ایک نقص ہے جس کا آپ کو پیداوار کے دوران سامنا ہو سکتا ہے۔ رنگ لیپت ایلومینیم کنڈلی یہ نقص کنڈلی کے کناروں کے ساتھ undulations یا لہراتی نمونوں کے طور پر ظاہر ہوتا ہے۔ کنارے کی لہر کنڈلی کے چپٹے پن اور استعمال کو متاثر کر سکتی ہے۔ آپ کو یہ مسئلہ اس وقت نظر آ سکتا ہے جب کنڈلی چپٹی نہ ہو یا جب کنارے مرکز سے اوپر اٹھ جائیں۔ کنارے کی لہر اکثر رولنگ یا غلط تناؤ کنٹرول کے دوران ناہموار اخترتی کے نتیجے میں ہوتی ہے۔ آپ کو اپنے تیار شدہ پروڈکٹ کے معیار کو برقرار رکھنے اور کوائل کیمبر، کوائل سیٹ، کراس بو، یا سنٹر بکل جیسے مزید نقائص کو روکنے کے لیے ایج ویو کو جلد از جلد حل کرنا چاہیے۔
شناخت
آپ کناروں کے ساتھ دکھائی دینے والی لہروں یا لہروں کے لئے کنڈلی کا معائنہ کرکے کنارے کی لہر کی شناخت کرسکتے ہیں۔ کنڈلی کو چپٹی سطح پر رکھیں اور پروفائل کا مشاہدہ کریں۔ اگر کنارے مرکز کے مقابلے میں اوپر یا نیچے کی طرف مڑتے ہیں، تو آپ کو کنارے کی لہر کا پتہ چلا ہے۔ آپ یہ بھی محسوس کر سکتے ہیں کہ خودکار پروسیسنگ آلات میں کنڈلی ٹھیک سے فٹ نہیں ہوتی ہے۔ کنارے کی لہر کاٹنے، سلٹنگ، یا مزید کوٹنگ ایپلی کیشنز کے دوران مسائل پیدا کر سکتی ہے۔ باقاعدگی سے معائنہ آپ کو اس خرابی کو پکڑنے میں مدد کرتا ہے اس سے پہلے کہ یہ آپ کی پیداوار لائن کو متاثر کرے۔
ٹپ: کنارے کی لہر کو چیک کرنے کے لیے سیدھے کنارے یا پیمائش کرنے والے آلے کا استعمال کریں۔ اس نقص کی موجودگی کی تصدیق کے لیے کنارے کی اونچائی کا مرکز کی اونچائی سے موازنہ کریں۔
روک تھام
کنڈلی کشیدگی
آپ پیداوار کے دوران کنڈلی کے تناؤ کو کنٹرول کرکے کنارے کی لہر کو کم کر سکتے ہیں۔ مناسب تناؤ اس بات کو یقینی بناتا ہے کہ کنڈلی چپٹی رہتی ہے اور اخترتی کو روکتی ہے۔ اپنے رولنگ اور سمیٹنے والے آلات پر تناؤ کی ترتیبات کو ایڈجسٹ کریں۔ پورے عمل میں تناؤ کی سطح کی نگرانی کریں۔ اگر آپ تناؤ میں تبدیلی محسوس کرتے ہیں تو فوری ایڈجسٹمنٹ کریں۔ تناؤ کی سطح یا غصے کا رولنگ لہراتی کنڈلیوں کو چپٹا اور سیدھا کرنے میں مدد کر سکتی ہے۔ یہ اصلاحی اقدامات کنڈلی کے معیار کو بہتر بناتے ہیں اور نقائص کو کم کرتے ہیں۔
رولنگ کا عمل
کنارے کی لہر کو روکنے کے لیے رولنگ کے عمل کو بہتر بنانا ضروری ہے۔ ان حکمت عملیوں پر توجہ مرکوز کریں:
ناہموار اخترتی کو کم کرنے کے لیے رول گیپ، رولنگ اسپیڈ اور درجہ حرارت کو ایڈجسٹ کریں۔
کنارے کی لہر اور دیگر اخترتی کے مظاہر کو روکنے کے لیے پٹی کو صحیح طریقے سے سیدھ میں رکھیں اور سپورٹ کریں۔
کنڈلیوں کو چپٹا اور سیدھا کرنے کے لیے تناؤ کی سطح بندی یا غصے میں رولنگ جیسے اصلاحی اقدامات کو نافذ کریں۔
آپ کو دیگر متعلقہ نقائص جیسے کوائل کیمبر، کوائل سیٹ، کراسبو، اور سینٹر بکل کی بھی جانچ کرنی چاہیے۔ یہ مسائل اکثر کنارے کی لہر کے ساتھ ہوتے ہیں اور کوٹنگ کی کارکردگی کو متاثر کر سکتے ہیں۔ یوقی میٹل مسلسل نتائج کو یقینی بنانے کے لیے معمول کے عمل کی جانچ پڑتال اور آلات کی دیکھ بھال کی سفارش کرتا ہے۔ ان بہترین طریقوں پر عمل کرتے ہوئے، آپ اعلیٰ معیار کو برقرار رکھتے ہیں اور اپنے رنگوں میں لپٹے ہوئے ایلومینیم کوائلز میں کنارے کی لہر کے خطرے کو کم کرتے ہیں۔
کم چمک
خرابی کا جائزہ
کم چمک ایک خرابی ہے جو رنگ لیپت ایلومینیم کنڈلی کی ظاہری شکل اور کارکردگی کو متاثر کرتی ہے۔ آپ دیکھ سکتے ہیں کہ سطح مدھم نظر آتی ہے یا چمک کی کمی ہے۔ یہ مسئلہ آپ کی تیار شدہ مصنوعات کی بصری اپیل کو کم کر سکتا ہے۔ کم چمک اکثر کوٹنگ کے عمل یا سطح کی تیاری کے ساتھ مسائل کی نشاندہی کرتی ہے۔ جب چمک کی سطح گر جاتی ہے، تو آپ کو کوائل کی جمالیاتی قدر اور حفاظتی فوائد سے محروم ہونے کا خطرہ ہوتا ہے۔ بہت سی صنعتیں آرکیٹیکچرل اور آرائشی ایپلی کیشنز کے لیے اعلی چمک کا مطالبہ کرتی ہیں، لہذا مناسب چمک کو برقرار رکھنا ضروری ہے۔
شناخت
آپ مسلسل روشنی کے تحت کوائل کی سطح کا حوالہ نمونے سے موازنہ کرکے کم چمک کی شناخت کرسکتے ہیں۔ چمک کی سطح کو درست طریقے سے ماپنے کے لیے گلوس میٹر کا استعمال کریں۔ چمک کی پیمائش کے لیے رواداری ±5 ہے، جو آپ کو چھوٹی تبدیلیوں کا بھی پتہ لگانے میں مدد کرتا ہے۔ صنعتی معیارات آپ کو رنگ لیپت ایلومینیم کنڈلی کے لیے چمک کی سطح کا اندازہ کرنے میں رہنمائی کرتے ہیں۔ درج ذیل جدول میں استعمال ہونے والے اہم معیارات کا خلاصہ کیا گیا ہے:
پہلو |
تفصیلات |
چمک کی پیمائش |
ٹیکہ میٹر سے ماپا گیا (رواداری ±5) |
معیارات |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
اگر آپ کو ایک مدھم ختم یا ناہموار چمک نظر آتی ہے، تو آپ کو ممکنہ طور پر کوئی نقص مل گیا ہے۔ باقاعدگی سے چیک آپ کو مستقل چمک برقرار رکھنے اور مصنوعات کے معیار کو متاثر کرنے والے نقائص سے بچنے میں مدد کرتے ہیں۔
ٹپ: کوٹنگ کے عمل کے بعد ہمیشہ چمک کی سطح کی پیمائش کریں تاکہ یہ یقینی بنایا جا سکے کہ آپ کے کنڈلی صنعت کی ضروریات کو پورا کرتی ہیں۔
روک تھام
سطح کی تیاری
سطح کی مناسب تیاری آپ کو کم چمک کو روکنے میں مدد دیتی ہے۔ کوٹنگ لگانے سے پہلے ایلومینیم سبسٹریٹ کو اچھی طرح صاف کریں۔ ہموار بنیاد بنانے کے لیے تیل، نمی اور دھول کو ہٹا دیں۔ کھردری سطحیں یا آلودگی چمکنے میں رکاوٹ بن سکتی ہیں اور نقائص کا سبب بن سکتی ہیں۔ آپ کو خروںچ یا گڑھوں کے لیے سبسٹریٹ کا معائنہ کرنا چاہیے اور ضرورت کے مطابق ان کی مرمت کرنی چاہیے۔ یوکی میٹل ایک بے عیب سطح کو حاصل کرنے کے لیے صفائی کے جدید طریقے استعمال کرنے کی تجویز کرتا ہے۔ مسلسل تیاری اس بات کو یقینی بناتی ہے کہ کوٹنگ اچھی طرح سے جڑی ہوئی ہے اور مطلوبہ چمک فراہم کرتی ہے۔
تیل اور دھول کو دور کرنے کے لیے سبسٹریٹ کو صاف کریں۔
کوٹنگ سے پہلے خروںچ یا گڑھے کی مرمت کریں۔
کھردری اور آلودگی کے لیے سطحوں کا معائنہ کریں۔
کوٹنگ کا معیار
آپ کوٹنگ کے معیار پر توجہ دے کر چمک کو بہتر بنا سکتے ہیں۔ ناہموار چمک سے بچنے کے لیے پینٹ لگانے سے پہلے اچھی طرح مکس کریں۔ کوٹنگ میں ضرورت سے زیادہ روغن، فلر یا سالوینٹس سے پرہیز کریں، کیونکہ یہ چمک کو کم کر سکتے ہیں۔ اعلی معیار کا مواد استعمال کریں اور سطح کی کوٹنگ کی موٹائی کی نگرانی کریں۔ بھٹی میں نامکمل علاج یا درجہ حرارت کی غلط ترتیب بھی کم چمک کا باعث بن سکتی ہے۔ پینٹ کی کمی کو احتیاط سے ایڈجسٹ کریں اور اس بات کو یقینی بنائیں کہ کیورنگ کا عمل مکمل ہو گیا ہے۔ یوکی میٹل مسلسل چمک اور اعلیٰ معیار فراہم کرنے کے لیے سخت پراسیس کنٹرولز کی پیروی کرتا ہے۔
پینٹ لگانے سے پہلے اچھی طرح مکس کریں۔
کوٹنگ کی موٹائی اور کیورنگ درجہ حرارت کی نگرانی کریں۔
اعلیٰ معیار کے مواد کا استعمال کریں اور ضرورت سے زیادہ کم کرنے سے گریز کریں۔
دھول کی جانچ پڑتال کریں اور کوٹنگ میں مناسب نفاست کو یقینی بنائیں۔
نوٹ: باقاعدگی سے معائنہ اور عمل کی ایڈجسٹمنٹ آپ کو کم چمک کو روکنے اور آپ کے رنگ لیپت ایلومینیم کنڈلی کے معیار کو برقرار رکھنے میں مدد کرتی ہے۔
Delamination & Waviness
خرابی کا جائزہ
Delamination اور waviness دو نقائص ہیں جو کارکردگی اور ظاہری شکل کو متاثر کر سکتے ہیں۔ رنگ لیپت ایلومینیم کنڈلی ڈیلامینیشن اس وقت ہوتا ہے جب کوٹنگ دھات کی سطح سے چھلکتی ہے یا اٹھاتی ہے۔ لہرائی، جسے آئل کیننگ بھی کہا جاتا ہے، کوائل پر بکلنگ یا ناہموار سطحوں کے طور پر ظاہر ہوتا ہے۔ یہ مسائل اکثر سطح کی غلط تیاری، نمی کی مداخلت، یا مینوفیکچرنگ کے دوران دباؤ کے نتیجے میں ہوتے ہیں۔ آپ کو ان نقائص کو روکنے اور اعلیٰ معیار کو برقرار رکھنے کے لیے وجوہات کو سمجھنے کی ضرورت ہے۔
یہاں ایک جدول ہے جو اہم اقسام اور وجوہات کا خلاصہ کرتا ہے:
خرابی کی قسم |
تفصیل |
اسباب |
کوائل کوٹنگ ڈیلامینیشن |
دھاتی سبسٹریٹ سے پینٹ یا کوٹنگ کی پرت کو چھیلنا یا اٹھانا۔ |
کوٹنگ سے پہلے نامناسب صفائی یا سطح کی تیاری، ذخیرہ کرنے کے دوران نمی کا دخل، کوٹنگ کا غیر موافق نظام۔ |
آئل کیننگ |
دھاتی پینلز کی چپٹی سطحوں میں لہرانا یا بکلنگ۔ |
مینوفیکچرنگ یا کوائل سلائیٹنگ سے دباؤ، تنصیب کے دوران فاسٹنر کی ناہموار جگہ، تھرمل توسیع اور سکڑاؤ۔ |
نوٹ: ڈیلامینیشن دھات کو سنکنرن سے دوچار کر سکتا ہے، جبکہ لہرائی کنڈلی کی چپٹی اور بصری کشش کو متاثر کرتی ہے۔
شناخت
آپ محتاط معائنہ کے ذریعے ڈیلامینیشن اور لہر کی شناخت کر سکتے ہیں۔ بصری امتحانات آپ کو سطح کے نقائص جیسے چھیلنے یا ناہمواری کی نشاندہی کرنے میں مدد کرتے ہیں۔ جہتی جانچ آپ کو جسمانی خصوصیات کی پیمائش کرنے اور بے ضابطگیوں کا پتہ لگانے کی اجازت دیتی ہے۔ یہ طریقے یقینی بناتے ہیں کہ آپ مسائل کو جلد پکڑ لیں اور مزید نقصان سے بچیں۔
معائنہ کا طریقہ |
تفصیل |
بصری امتحانات |
سطحی نقائص کی نشاندہی کرنے کے لیے ضروری ہے جیسے delamination اور waviness. |
جہتی چیک |
بے قاعدگیوں کا پتہ لگانے کے لیے جسمانی خصوصیات کی پیمائش میں مدد کرتا ہے۔ |
ٹپ: ہمیشہ اچھی روشنی کے نیچے کنڈلیوں کا معائنہ کریں اور چپٹی اور کوٹنگ کی سالمیت کی تصدیق کے لیے پیمائش کرنے والے اوزار استعمال کریں۔
روک تھام
آسنجن
آپ آسنجن پر توجہ مرکوز کرکے ڈیلامینیشن کو روک سکتے ہیں۔ کوٹنگ لگانے سے پہلے ایلومینیم کی سطح کو اچھی طرح صاف کریں۔ مضبوط بانڈ بنانے کے لیے تیل، دھول اور نمی کو ہٹا دیں۔ ہم آہنگ کوٹنگ سسٹم کا انتخاب کریں اور مینوفیکچرر کی ہدایات پر عمل کریں۔ یوکی میٹل قابل اعتماد آسنجن کو یقینی بنانے کے لیے جدید پری ٹریٹمنٹ اور سخت عمل کے کنٹرول کا استعمال کرتا ہے۔ باقاعدگی سے معائنے آپ کو ڈیلامینیشن کی ابتدائی علامات کا پتہ لگانے اور اصلاحی کارروائی کرنے میں مدد کرتے ہیں۔
کوٹنگ سے پہلے سطح کو صاف اور خشک کریں۔
ہم آہنگ کوٹنگ مواد کا استعمال کریں.
معمول کی جانچ کے دوران چھیلنے یا اٹھانے کا معائنہ کریں۔
رولنگ پیرامیٹرز
رولنگ پیرامیٹرز کو کنٹرول کرنا لہرائی کو روکنے کی کلید ہے۔ رولنگ کے عمل کے دوران تناؤ، رفتار اور درجہ حرارت کی نگرانی کریں۔ تناؤ اور خرابی کو کم کرنے کے لیے سامان کی ترتیبات کو ایڈجسٹ کریں۔ یوکی میٹل معمول کے سامان کی دیکھ بھال اور عمل کی نگرانی کی سفارش کرتا ہے۔ آپ کو ناہموار سطحوں کی جانچ کرنی چاہئے اور ضرورت کے مطابق ایڈجسٹمنٹ کرنا چاہئے۔ مناسب رولنگ لہروں کے خطرے کو کم کرتی ہے اور کوائل کو فلیٹ رکھتی ہے۔
رولنگ کے دوران تناؤ اور رفتار کی نگرانی کریں۔
کشیدگی اور اخترتی کو روکنے کے لئے سامان کو ایڈجسٹ کریں.
ہر پیداواری مرحلے کے بعد لہرائی کا معائنہ کریں۔
کال آؤٹ: مسلسل عمل کا کنٹرول اور باقاعدگی سے معائنہ آپ کو نقائص سے بچنے اور اپنے رنگ لیپت ایلومینیم کوائل کے معیار کو برقرار رکھنے میں مدد کرتا ہے۔
رنگ لیپت ایلومینیم کوائل استعمال کرنے کے لیے احتیاطی تدابیر
آپ رنگ لیپت ایلومینیم کنڈلی کے استعمال کے لیے اہم احتیاطی تدابیر پر عمل کر کے نقائص کو روک سکتے ہیں اور معیار کو برقرار رکھ سکتے ہیں۔ یہ اقدامات آپ کو کراس بو، کوائل سیٹ، اور سینٹر بکسوا جیسے مسائل سے بچنے میں مدد کرتے ہیں۔ آپ اپنی سرمایہ کاری کی حفاظت کرتے ہیں اور ہر درخواست میں قابل اعتماد کارکردگی کو یقینی بناتے ہیں۔
سنبھالنا
رنگ لیپت ایلومینیم کنڈلی کی سالمیت کو محفوظ رکھنے کے لیے مناسب ہینڈلنگ ضروری ہے۔ نجاست یا آلودگی کو دور کرنے کے لیے آپ کو کنڈلیوں کو صاف اور علاج کرنا چاہیے۔ یہ قدم اس بات کو یقینی بناتا ہے کہ کوٹنگ اچھی طرح سے چلتی ہے اور زیادہ دیر تک رہتی ہے۔ آپ ناپسندیدہ مادوں کو ختم کرنے کے لیے degreasing اور deoxidizing کے طریقے استعمال کر سکتے ہیں۔ سطح کی تیاری، جیسے سینڈنگ یا برش کرنا، خروںچ یا ڈینٹس سے پاک ہموار فنش بناتا ہے۔ کیمیائی پری ٹریٹمنٹ کوٹنگ اور ایلومینیم کے درمیان بانڈ کو بڑھاتا ہے۔
ہینڈلنگ کا طریقہ کار |
تفصیل |
صفائی |
Degreasing اور deoxidizing آلودگیوں کو ہٹاتا ہے، کوٹنگ کے مناسب چپکنے کو یقینی بناتا ہے۔ |
سطح کی تیاری |
سینڈنگ، برش، یا پیسنے سے عیب سے پاک سطح بنتی ہے۔ |
پری علاج |
کیمیائی علاج یا اینچنگ کوٹنگ اور ایلومینیم کے درمیان بانڈ کو بہتر بناتے ہیں۔ |
آپ نمی اور نمک مزاحم کوٹنگز کا انتخاب بھی کر سکتے ہیں، UV تحفظ کے لیے اضافی پرتیں لگا سکتے ہیں، اور ایسے مواد کو منتخب کر سکتے ہیں جو کیمیائی سنکنرن کے خلاف مزاحمت کرتے ہوں۔ رنگ لیپت ایلومینیم کوائل استعمال کرنے کے لیے یہ احتیاطی تدابیر آپ کو عام مسائل سے بچنے میں مدد کرتی ہیں۔
ٹپ: خروںچ اور ڈینٹ کو روکنے کے لیے ہمیشہ کوائل کو احتیاط سے ہینڈل کریں۔ لفٹنگ کا مناسب سامان استعمال کریں اور کوائل کو براہ راست اسٹیک کرنے سے گریز کریں۔
ذخیرہ
معیار کو برقرار رکھنے کے لیے آپ کو کلر لیپت ایلومینیم کوائل کو بہترین حالات میں ذخیرہ کرنا چاہیے۔ صاف، خشک اور ہوادار گودام میں اندرونی اسٹوریج بہترین ہے۔ پیک کھولنے سے پہلے کنڈلیوں کو موافق ہونے دیں، خاص طور پر جب سرد سے گرم ماحول میں منتقل ہو۔ اخترتی کو روکنے کے لیے لکڑی کے پیلیٹ یا ربڑ کی چٹائیاں استعمال کریں۔ ہر کنڈلی کے ارد گرد مناسب ہوا کا بہاؤ نمی کے بخارات میں مدد کرتا ہے۔ گاڑھا ہونے اور سنکنرن کے خطرے کو کم کرنے کے لیے نسبتاً نمی کو 50-60% سے کم رکھیں۔
کنڈلیوں کو گھر کے اندر صاف، خشک اور ہوادار گودام میں اسٹور کریں۔
پیک کھولنے سے پہلے کنڈلیوں کو موافق ہونے دیں۔
اخترتی کو روکنے کے لیے مناسب سپورٹ استعمال کریں۔
ہر کنڈلی کے ارد گرد ہوا کے بہاؤ کو یقینی بنائیں۔
نمی کو 50-60٪ سے کم رکھیں۔
خروںچ سے بچنے کے لیے کنڈلی کو احتیاط سے ہینڈل کریں۔
پروسیسنگ سے کچھ دیر پہلے حفاظتی پیکیجنگ فلم کو ہٹا دیں۔
نقصان یا نمی کی علامات کے لیے باقاعدگی سے معائنہ کریں۔
کلر لیپت ایلومینیم کوائل استعمال کرنے کے لیے یہ احتیاطی تدابیر یقینی بناتی ہیں کہ آپ اسٹوریج سے متعلق مسائل سے بچیں اور پروڈکٹ کوالٹی برقرار رکھیں۔
معیار کا معائنہ
شپمنٹ سے پہلے کسی بھی خرابی کا پتہ لگانے کے لیے آپ کو مکمل معائنہ کرنا چاہیے۔ کوٹنگ کی موٹائی کا معائنہ یکسانیت کی تصدیق کرتا ہے۔ رنگ کی مستقل مزاجی کی جانچ اس بات کو یقینی بناتی ہے کہ ختم معیارات پر پورا اترتا ہے۔ آسنجن ٹیسٹنگ کوٹنگ اور ایلومینیم کے درمیان بانڈ کی تصدیق کرتی ہے۔ ٹی موڑ یا لچکدار ٹیسٹ پائیداری کا اندازہ لگاتے ہیں۔ سطح کی خرابی کا معائنہ، بشمول بصری معائنہ، آپ کو خروںچ، ڈینٹ، یا دیگر بے ضابطگیوں کی نشاندہی کرنے میں مدد کرتا ہے۔
کوٹنگ کی موٹائی کا معائنہ
رنگ کی مستقل مزاجی کی جانچ
آسنجن ٹیسٹنگ
ٹی موڑ یا لچک کے ٹیسٹ
سطح کی خرابی کا معائنہ
نوٹ: باقاعدہ معائنہ اور کوالٹی اشورینس کے اقدامات آپ کو قابل اعتماد رنگ لیپت ایلومینیم کوائل فراہم کرنے میں مدد کرتے ہیں۔ Yuqi Metal آپ کی مخصوص ضروریات کو پورا کرنے کے لیے کسٹمر سپورٹ اور پروڈکٹ حسب ضرورت پیش کرتا ہے۔
رنگ لیپت ایلومینیم کنڈلی استعمال کرنے کے لیے ان احتیاطی تدابیر پر عمل کرتے ہوئے، آپ نقائص کو کم کرتے ہیں اور اعلیٰ معیار کو برقرار رکھتے ہیں۔ آپ ماہر رہنمائی اور موزوں حل کے لیے Yuqi Metal پر انحصار کر سکتے ہیں۔
جب آپ نقائص کو روکتے ہیں اور رنگ لیپت ایلومینیم کنڈلی میں معیار کو برقرار رکھتے ہیں تو آپ اپنے منصوبوں کی حفاظت کرتے ہیں۔ بہترین طرز عمل اور احتیاطی تدابیر آپ کو مسائل سے بچنے اور کارکردگی کو بہتر بنانے میں مدد کرتی ہیں۔ جاری تربیت اور باقاعدہ معائنہ آپ کی ٹیم کو تیار رکھتا ہے۔ یوکی میٹل آپ کی تصدیق شدہ مصنوعات اور قابل اعتماد سروس کے ساتھ مدد کرتا ہے۔
سرٹیفیکیشن کی قسم |
تفصیلات |
ISO 9001 |
مینجمنٹ سسٹم |
اکثر پوچھے گئے سوالات
رنگ لیپت ایلومینیم کنڈلی کس کے لیے استعمال ہوتی ہے؟
آپ استعمال کریں۔ رنگ لیپت ایلومینیم کوائلز ۔ تعمیراتی، آٹوموٹو، پیکیجنگ، اور HVAC صنعتوں میں یہ کنڈلی چھتوں، دیواروں، چھتوں اور دیگر سطحوں کے لیے تحفظ اور سجاوٹ دونوں فراہم کرتی ہیں۔
آپ ایلومینیم کنڈلی پر سطح کی خرابی کی شناخت کیسے کرتے ہیں؟
آپ اچھی روشنی کے تحت کنڈلی کا معائنہ کرتے ہیں۔ خروںچ، ڈینٹ، یا رنگ کی تبدیلیوں کو تلاش کریں. مزید درست جانچ کے لیے چمکنے والا میٹر یا سپیکٹرو فوٹومیٹر استعمال کریں۔
ایلومینیم کوائل میں رنگ کا فرق کیوں ہوتا ہے؟
آپ کو غیر متوازن خام مال، کوٹنگ کی ناہموار موٹائی، یا عمل کے حالات میں تبدیلی کی وجہ سے رنگ کا فرق نظر آ سکتا ہے۔ ہمیشہ بیچ نمبر چیک کریں اور کوٹنگ کے عمل کی نگرانی کریں۔
آپ کو رنگ لیپت ایلومینیم کنڈلی کو کیسے ذخیرہ کرنا چاہئے؟
آپ کنڈلی کو گھر کے اندر صاف، خشک اور ہوادار جگہ پر محفوظ کرتے ہیں۔ پیلیٹ یا ربڑ کی چٹائیاں استعمال کریں۔ نمی کو 60 فیصد سے کم رکھیں۔ پیک کھولنے سے پہلے کنڈلیوں کو موافق ہونے دیں۔
غریب آسنجن کو روکنے کا بہترین طریقہ کیا ہے؟
آپ کوٹنگ سے پہلے ایلومینیم کی سطح کو صاف اور پریٹریٹ کریں۔ ہم آہنگ کوٹنگ سسٹم استعمال کریں۔ بہترین نتائج کے لیے درخواست کے دوران درجہ حرارت اور نمی کی نگرانی کریں۔
کیا آپ مصر کو اپنی مرضی کے مطابق بنا سکتے ہیں یا یوکی میٹل کے ساتھ ختم کر سکتے ہیں؟
جی ہاں! آپ مختلف الائے سیریز، موٹائی، چوڑائی اور سطح کی تکمیل میں سے انتخاب کر سکتے ہیں۔ یوکی میٹل آپ کے پروجیکٹ کی ضروریات کو پورا کرنے کے لیے حسب ضرورت پیش کرتا ہے۔
آپ کو کتنی بار رنگ لیپت ایلومینیم کنڈلی کا معائنہ کرنا چاہئے؟
آپ کو سٹوریج سے پہلے اور بعد میں، ہینڈلنگ کے دوران، اور استعمال سے پہلے کنڈلی کا معائنہ کرنا چاہیے۔ باقاعدگی سے چیک آپ کو نقائص کو جلد پکڑنے اور معیار کو برقرار رکھنے میں مدد کرتا ہے۔
تکنیکی مدد یا مصنوعات کے مشورے کے لیے آپ کس سے رابطہ کر سکتے ہیں؟
آپ Yuqi Metal کی کسٹمر سپورٹ ٹیم سے رابطہ کر سکتے ہیں۔ وہ ماہر رہنمائی، تکنیکی معلومات، اور مصنوعات کے انتخاب میں مدد فراہم کرتے ہیں۔