![7 almindelige defekter i farvebelagte aluminiumsspoler og spidser til at forhindre dem]()
Kvalitet spiller en afgørende rolle for ydeevnen af farvebelagte aluminiumsspoler på tværs af industrier som byggeri, bilindustrien og emballage. Du støder ofte på flere defekter, der kan påvirke spolens pålidelighed. De mest almindelige problemområder omfatter:
Overfladeridser
Farveforskel
Dårlig vedhæftning
Pinholes
Kantbølge
Lav glans
Delaminering og bølger
Yuqi Metal bruger kvalitetssikringsforanstaltninger og kvalitetssikringstest til at levere premium-spoler. Du kan følge forholdsregler for brug af farvebelagte aluminiumsspoler for at forhindre defekter under produktion og håndtering.
Nøgle takeaways
Overfladeridser kan forekomme under håndtering og opbevaring. Håndtér altid spolerne med forsigtighed for at undgå skader.
Farveforskelle kan påvirke produktkvaliteten. Brug ensartede råmaterialer og overvåg belægningsprocessen nøje.
Dårlig vedhæftning fører til afskalning og afskalning. Sørg for korrekt overfladeforberedelse og brug kompatible belægninger.
Pinholes er små defekter, der kan kompromittere belægningen. Oprethold et rent produktionsmiljø for at minimere urenheder.
Kantbølge påvirker spolens anvendelighed. Styr spændingen under produktionen for at holde spolerne flade og forhindre deformation.
Lav glans reducerer den visuelle appel. Forbered overfladerne godt og overvåg belægningskvaliteten for at bevare glansen.
Delaminering og bølger kan påvirke ydeevnen. Fokus på adhæsion og rulleparametre for at forhindre disse defekter.
Regelmæssige inspektioner er afgørende. Kontroller spolerne for defekter før brug for at sikre høj kvalitet og pålidelighed.
Overfladeridser
![Overfladeridser]()
Defekt oversigt
Overfladeridser repræsenterer en af de hyppigste defekter, du kan støde på farvebelagte aluminiumsspoler . Disse ridser kan forekomme på ethvert trin, fra fremstilling til håndtering og opbevaring. De skyldes ofte kontakt med udstyr, forkert stabling eller skødesløs bevægelse. Overfladeridser påvirker ikke kun udseendet, men kan også kompromittere den beskyttende belægning, hvilket fører til yderligere metalunderlagsfejl og potentiel korrosion. Du skal løse dette problem tidligt for at bevare kvaliteten og holdbarheden af din aluminiumsspole.
Årsag |
Beskrivelse |
Friktion med guider eller udstyr |
Dette sker under forarbejdning, hvilket fører til overfladeskader. |
Lagforskydning under udglødning |
Fejljustering kan forårsage ridser ved udrulning. |
Forkert håndtering under efterbehandling |
Håndteringsfejl kan resultere i ridser under emballering. |
Identifikation
Du kan identificere overfladeridser ved visuelt at inspicere spolen for linjer, mærker eller riller, der adskiller sig fra den tilsigtede finish. Disse ridser kan forekomme som overfladiske eller dybe mærker, afhængigt af hvor alvorlig skaden er. Hvis du bemærker en formodet defekt, skal du kontrollere for uregelmæssigheder i belægningen eller blotlagt metal. Ridser løber ofte parallelt med spolens retning, hvilket gør dem nemmere at få øje på under rutineinspektioner. Regelmæssige kontroller hjælper dig med at fange defekter, før de fører til mere alvorlige problemer.
Forebyggelse
Håndtering
Tip: Håndter altid aluminiumsspoler forsigtigt for at forhindre utilsigtet beskadigelse.
Du kan minimere defekter ved at følge bedste praksis under opbevaring og transport:
Sørg for, at aluminiumsspoler er rene og fri for snavs eller snavs før emballering for at undgå slid under transport.
Pak spolerne tæt med strækfilm for at beskytte mod støv, fugt og andre miljøfaktorer.
Placer indpakkede spoler på solide, fejlfri paller for ensartet vægtfordeling.
Brug hjørnebeskyttere på den palleterede last for at forhindre beskadigelse af spolens kanter under håndtering og transport.
Opbevar den oprullede strimmel i den originale emballage, indtil den skal bruges.
Sørg for, at spolerne er stramt ombåndet, hvis de opbevares øje-til-side for at forhindre ridser.
Opbevares på et opvarmet og fugtighedskontrolleret sted for at minimere risikoen for vandpletter.
Yuqi Metal anbefaler at opbevare spoler i et rent, tørt miljø og bruge korrekt løfteudstyr. Du bør undgå at stable spoler direkte oven på hinanden. Regelmæssige inspektioner hjælper dig med at opdage defekter tidligt og opretholde spolekvaliteten.
Udstyrspleje
Korrekt udstyrsvedligeholdelse spiller en nøglerolle for at forhindre overfladeridser. Efterse guider, ruller og transportører for slid eller skarpe kanter. Udskift beskadigede dele med det samme for at undgå at forårsage ridser under behandlingen. Juster lagene korrekt under udglødning for at forhindre fejljustering og reducere risikoen for beskadigelse. Yuqi Metal følger strenge kvalitetsstandarder og rutinemæssig udstyrskontrol for at sikre, at spolerne forbliver fri for defekter. Du kan anvende lignende praksis for at beskytte dine spoler og forlænge deres levetid.
Farveforskel
![Farveforskel]()
Defekt oversigt
Farveforskel er en almindelig defekt, som du kan bemærke i farvebelagte aluminiumsspoler. Dette problem opstår, når farven på belægningen virker ujævn eller uensartet hen over spolens overflade. Du ser muligvis dette problem som pletter, striber eller skift i skyggen. Farveforskelle kan påvirke den visuelle appel og den opfattede kvalitet af dit færdige produkt. Det skyldes ofte variationer i råmaterialer, inkonsekvent belægningstykkelse eller ændringer i procesbetingelser. Hvis du ikke adresserer farveforskellen, kan det føre til kundeklager og reducere værdien af dit produkt.
Identifikation
Du kan identificere farveforskellen ved at sammenligne spolens overflade under ensartet belysning. Se efter områder, hvor farven virker lysere, mørkere eller anderledes end standarden. Du kan også bruge industristandarder og værktøjer til at måle og bekræfte farvekonsistens. Følgende tabel viser nogle af de mest udbredte standarder til at identificere farveforskelle og relaterede defekter i farvebelagte aluminiumsspoler:
Standard |
Beskrivelse |
ECCA T3 |
Farveudvalg for farvebelagte aluminiumsspoler |
ECCA T2 |
Specifikationer for glansgrad |
ECCA T1 |
Krav til belægningstykkelse |
ECCA T4 |
Blyants hårdhedsstandarder |
ASTM D3359 |
Adhæsionstestmetode |
ASTM D2794 |
Slagmodstandstestmetode |
GB/T17748 |
Metode til test af kogemodstand |
ASTM D2248 |
Metode til test af opløsningsmiddelresistens |
ASTM D1308 |
Metode til test af surhedsbestandighed |
Hvis du finder en mistænkt defekt, skal du sammenligne spolen med en referenceprøve eller bruge et spektrofotometer til præcis måling.
Forholdsregler for brug af farvebelagte aluminiumsspoler
Materialekonsistens
Du kan forhindre farveforskelle ved at vælge ensartede råvarer. Vælg aluminiumsspoler fra samme batch og leverandør, når det er muligt. Yuqi Metal tilbyder en bred vifte af legeringstyper og overfladefinisher, som hjælper dig med at minimere farvevariation. Ved at bruge spoler med lignende kemisk sammensætning og overfladebehandling mindsker du risikoen for farvemismatch. Kontroller altid batchnummer og finishtype, før produktionen påbegyndes.
Proceskontrol
Proceskontrol spiller en nøglerolle i at undgå farveforskelle. Du bør overvåge hvert trin i belægningsprocessen. Inline farvemålingssystemer kan evaluere farvekvaliteten på tværs af hele spolen. ERX145 inline spektrofotometer måler farve på varme coatede overflader og tager højde for temperaturændringer. Realtidsfeedback giver dig mulighed for at foretage øjeblikkelige justeringer og bevare farvekonsistensen.
For yderligere at reducere defekter skal du være opmærksom på disse procesfaktorer:
Anodisk belægningstykkelse
Anodiseringsprocestype (såsom 2-trins eller integreret farve)
Opløsningstype og koncentration
Opløsningstemperatur
Type anvendt ætsning
Tid brugt i hvert procestrin
Laststørrelse og reolmetode
Strømtæthedsvariation
Tip: Kalibrer regelmæssigt dine måleværktøjer, og hold detaljerede registreringer af procesparametre. Dette hjælper dig med at spore og korrigere enhver farveforskel hurtigt.
Ved at følge disse forholdsregler kan du opretholde høj kvalitet og undgå metalunderlagsfejl forårsaget af farveinkonsistens i dine farvebelagte aluminiumsspoler.
Dårlig vedhæftning
Defekt oversigt
Dårlig vedhæftning skiller sig ud som en kritisk defekt i farvebelagte aluminiumsspoler. Du kan bemærke, at belægningen ikke binder ordentligt til aluminiumsoverfladen. Dette problem kan føre til afskalning, afskalning eller blærer. Når belægningen adskilles, bliver spolen sårbar over for miljøskader. Dårlig vedhæftning skyldes ofte forkert overfladeforberedelse, kontaminering eller forkerte påføringsmetoder. Du skal afhjælpe denne defekt for at opretholde kvaliteten og holdbarheden af dit produkt. Hvis du ignorerer dårlig vedhæftning, risikerer du at udsætte spolen for korrosion og andre metalunderlagsfejl.
Identifikation
Du kan identificere dårlig vedhæftning ved at inspicere spolen for tegn på afskalning eller afskalning. Brug en simpel tapetest til at kontrollere filmadhæsion. Påfør klæbende tape på den coatede overflade og træk den skarpt væk. Hvis belægningen løfter sig eller revner, har du en klar indikation af defekt metal. Se efter bobler, vabler eller områder, hvor belægningen ser løs ud. Disse defekter signalerer, at bindingen mellem belægningen og aluminiumet er svag. Regelmæssig inspektion hjælper dig med at fange denne defekt tidligt og forhindre yderligere skade.
Tip: Kontroller altid for synlige tegn på adskillelse eller blærer, før du bruger farvebelagte aluminiumsspoler i dit projekt.
Forebyggelse
Forbehandling
Du kan forhindre dårlig vedhæftning ved at forberede aluminiumsoverfladen omhyggeligt. En ren og glat overflade er afgørende for belægningens vedhæftning. Undersøg overfladen for defekter såsom ridser, gruber eller olierester. Fjern alle forurenende stoffer ved hjælp af passende rengøringsmetoder. Mange producenter anvender nu kromatfrie og fosfatfrie forbehandlingssammensætninger. Disse miljøvenlige muligheder giver korrosionsbestandighed svarende til traditionelle belægninger. Du skåner både spolen og miljøet ved at vælge disse avancerede forbehandlinger.
Rengør aluminiumet grundigt, før du påfører nogen form for belægning.
Undersøg for defekter og reparer eventuelle ridser eller huller.
Brug kromatfri eller fosfatfri forbehandling for bedre korrosionsbestandighed.
Belægningsproces
Belægningsprocessen spiller en stor rolle i at forhindre dårlig vedhæftning. Du skal påføre belægningen jævnt og i den korrekte tykkelse. Overvåg temperatur og fugtighed under påføring. Disse faktorer påvirker, hvor godt belægningen binder til aluminiumet. Brug maling af høj kvalitet og følg producentens retningslinjer. Yuqi Metal anbefaler regelmæssige procestjek for at sikre ensartede resultater. Du bør også kalibrere dit udstyr og opretholde korrekt påføringshastighed.
Påfør belægningen i et kontrolleret miljø.
Kontroller belægningslagets tykkelse og ensartethed.
Brug pålideligt udstyr og overvåg procesparametre nøje.
Bemærk: Konsekvent proceskontrol og overfladeforberedelse hjælper dig med at undgå defekter og opretholde høj kvalitet i farvebelagte aluminiumsspoler.
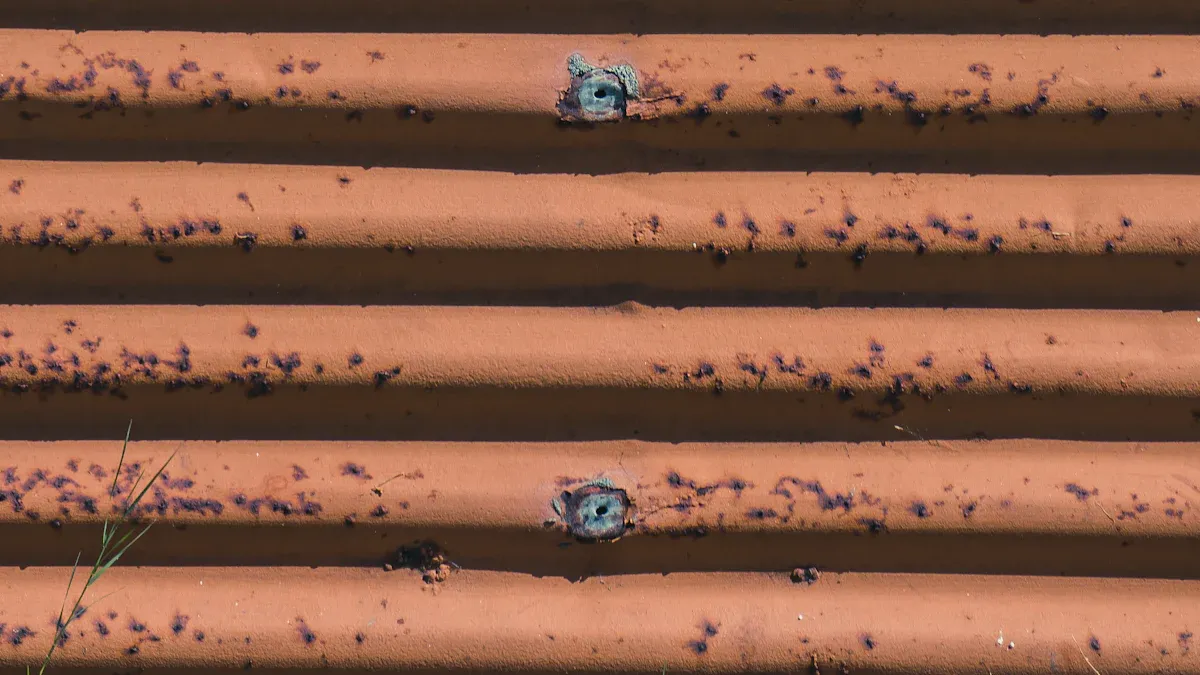
Pinholes
Defekt oversigt
Pinholes er bittesmå porer, der kan opstå på overfladen af farvebelagte aluminiumsspoler . Du bemærker måske, at disse små huller varierer fra 5 μm til 50 μm i diameter. Pinholes skyldes ofte urenheder i råaluminium, uoverensstemmelser under valseprocessen eller mekaniske skader, der opstår under fremstillingen. Disse defekter kan kompromittere belægningens beskyttende barriere, så fugt eller forurenende stoffer kan nå det underliggende metal. I følsomme applikationer, såsom farmaceutisk emballage, kan selv et enkelt nålehul større end 20 μm tillade forurenende stoffer at trænge ind, hvilket understreger vigtigheden af at forhindre denne defekt.
Her er en oversigt over hovedårsagerne til dannelse af nålehuller:
Årsag til Pinhole-dannelse |
Beskrivelse |
Urenheder i råaluminium |
Eksogene og endogene urenheder, såsom titandiborid og silikater, bidrager væsentligt til dannelse af pinhole. |
Uoverensstemmelser under rulning |
Variationer i rulleprocessen kan føre til defekter, herunder nålehuller. |
Mekanisk skade |
Skader under fremstillingsprocesser kan skabe huller i det endelige produkt. |
Du bør forstå, at nålehulsstørrelser og -former varierer afhængigt af de tilstedeværende typer urenheder. De mekaniske egenskaber af disse urenheder påvirker også, hvordan nålehuller dannes. Når du ser pinholes, ser du på et tegn på defekt metal, der kan påvirke den overordnede kvalitet af dit færdige produkt.
Identifikation
Du kan opdage pinholes ved visuelt at inspicere spolens overflade under korrekt belysning. Se efter små porer eller huller, der bryder glatheden af belægningen. Industristandarder anbefaler maksimalt tre nålehuller pr. kvadratmeter til højkvalitetsspoler. For mere præcis detektion kan du bruge avancerede metoder såsom laserscanning, automatiseret optisk inspektion (AOI) eller 3D overfladeprofilometri. Disse teknologier giver dig mulighed for at måle overfladevariationer i detaljer og identificere selv de mindste defekter.
Detektionsmetode |
Beskrivelse |
Standarder for visuel inspektion |
Standarder for identifikation af overfladefejl. |
Maksimalt tilladte defekter |
≤3 nålehuller pr. m². |
Avancerede detektionsmetoder |
Inkluderer laserscanning og automatisk optisk inspektion. |
Laser scanning |
Nøjagtighed på ±0,01 mm. |
Automatiseret optisk inspektion (AOI) |
Avanceret teknologi til defektdetektering. |
3D overfladeprofilometri |
Måler overfladevariationer i detaljer. |
Tip: Regelmæssige inspektioner ved hjælp af både visuelle og automatiserede metoder hjælper dig med at opretholde høj kvalitet og forhindre defekte spoler i at nå dine kunder.
Forebyggelse
Applikationsteknik
Du kan reducere pinholes ved at fokusere på korrekte påføringsteknikker under belægningsprocessen. Start med at sikre, at aluminiumsvæsken er godt renset og filtreret, inden den rulles. Dette trin fjerner urenheder, der kan forårsage defekter. Brug rulleolie af høj kvalitet og installer et filtreringssystem for at minimere støvforurening. Juster rulleforholdene ved at øge rullekraften og reducere spændingen. Disse ændringer hjælper med at skabe en glattere overflade og færre nålehuller.
Rens og filtrer aluminiumsvæske før behandling.
Brug rulleolie af høj kvalitet og vedligehold rent udstyr.
Juster rullekraft og spænding for optimale resultater.
Miljøkontrol
Miljøfaktorer spiller også en rolle i forebyggelse af pinhole. Hold produktionsområdet rent og kontroller støvniveauerne. Oprethold stabil temperatur og fugtighed under belægningsprocessen. Disse trin hjælper dig med at undgå at introducere nye defekter og sikre, at belægningen danner et kontinuerligt, beskyttende lag.
Rengør produktionsmiljøet regelmæssigt.
Overvåg og kontroller temperatur og luftfugtighed.
Opbevar spolerne i et støvfrit, tørt område efter coating.
Ved at følge disse bedste praksisser kan du minimere pinholes og bevare kvaliteten af dine farvebelagte aluminiumsspoler.
Edge Wave
Defekt oversigt
Edge wave er en defekt, som du kan støde på under produktionen af farvebelagte aluminiumsspoler . Denne defekt vises som bølger eller bølgede mønstre langs spolens kanter. Kantbølge kan påvirke spolens fladhed og anvendelighed. Du kan se dette problem, når spolen ikke ligger fladt, eller når kanterne hæver sig over midten. Kantbølge skyldes ofte ujævn deformation under rulning eller forkert spændingskontrol. Du skal behandle kantbølge tidligt for at opretholde kvaliteten af dit færdige produkt og forhindre yderligere defekter som f.eks. coil camber, coil sæt, armbrøst eller centerspænde.
Identifikation
Du kan identificere kantbølge ved at inspicere spolen for synlige bølger eller krusninger langs kanterne. Placer spolen på en flad overflade og observer profilen. Hvis kanterne buer opad eller nedad i forhold til midten, har du registreret kantbølge. Du kan også bemærke, at spolen ikke passer korrekt i automatiseret behandlingsudstyr. Kantbølge kan forårsage problemer under skæring, opskæring eller yderligere belægningsapplikationer. Regelmæssig inspektion hjælper dig med at fange denne defekt, før den påvirker din produktionslinje.
Tip: Brug en straightedge eller et måleværktøj til at kontrollere for kantbølge. Sammenlign kanthøjden med centerhøjden for at bekræfte tilstedeværelsen af denne defekt.
Forebyggelse
Spolespænding
Du kan minimere kantbølge ved at kontrollere spolespændingen under produktionen. Korrekt spænding sikrer, at spolen forbliver flad og forhindrer deformation. Juster spændingsindstillingerne på dit rulle- og vikleudstyr. Overvåg spændingsniveauer gennem hele processen. Hvis du bemærker ændringer i spændingen, skal du straks foretage justeringer. Spændingsudjævning eller temperering kan hjælpe med at udjævne og rette bølgede spoler. Disse korrigerende foranstaltninger forbedrer spolekvaliteten og reducerer defekter.
Rulleproces
Optimering af rulleprocessen er afgørende for at forhindre kantbølge. Fokuser på disse strategier:
Juster rullespalten, rullehastigheden og temperaturen for at minimere ujævn deformation.
Juster og understøt strimlen korrekt for at forhindre kantbølger og andre deformationsfænomener.
Implementer korrigerende foranstaltninger såsom spændingsudjævning eller tempereringsrulning for at udjævne og rette spoler.
Du bør også tjekke for andre relaterede defekter som spolekamber, spolesæt, armbrøst og centerspænde. Disse problemer opstår ofte sammen med kantbølge og kan påvirke belægningens ydeevne. Yuqi Metal anbefaler rutinemæssig proceskontrol og udstyrsvedligeholdelse for at sikre ensartede resultater. Ved at følge disse bedste praksisser bevarer du høj kvalitet og reducerer risikoen for kantbølger i dine farvebelagte aluminiumsspoler.
Lavglans
Defekt oversigt
Lavglans er en defekt, der påvirker udseendet og ydeevnen af farvebelagte aluminiumsspoler. Du bemærker måske, at overfladen ser mat eller mangler glans. Dette problem kan reducere den visuelle tiltrækning af dine færdige produkter. Lav glans signalerer ofte problemer med belægningsprocessen eller overfladeforberedelse. Når glansniveauet falder, risikerer du at miste spolens æstetiske værdi og beskyttende fordele. Mange industrier kræver højglans til arkitektoniske og dekorative applikationer, så det er vigtigt at opretholde korrekt glans.
Identifikation
Du kan identificere lavglans ved at sammenligne spolens overflade med en referenceprøve under ensartet belysning. Brug en glansmåler til at måle glansniveauer nøjagtigt. Tolerancen for glansmåling er ±5, hvilket hjælper dig med at registrere selv små ændringer. Branchestandarder guider dig til at evaluere glansniveauer for farvebelagte aluminiumsspoler. Følgende tabel opsummerer de vigtigste anvendte standarder:
Aspekt |
Detaljer |
Glansmåling |
Målt med en glansmåler (tolerance ±5) |
Standarder |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Hvis du ser en mat finish eller ujævn glans, har du sandsynligvis fundet en defekt. Regelmæssige kontroller hjælper dig med at bevare ensartet glans og undgå defekter, der påvirker produktkvaliteten.
Tip: Mål altid glansniveauer efter belægningsprocessen for at sikre, at dine spoler opfylder industriens krav.
Forebyggelse
Forberedelse af overfladen
Korrekt overfladeforberedelse hjælper dig med at forhindre lav glans. Rengør aluminiumsunderlaget grundigt, før belægningen påføres. Fjern olie, fugt og støv for at skabe en glat base. Ru overflader eller forurenende stoffer kan hindre glans og forårsage defekter. Du bør inspicere underlaget for ridser eller huller og reparere dem efter behov. Yuqi Metal anbefaler at bruge avancerede rengøringsmetoder for at opnå en fejlfri overflade. Konsekvent forberedelse sikrer, at belægningen binder godt og giver den ønskede glans.
Rengør underlaget for at fjerne olie og støv.
Reparer ridser eller huller før belægning.
Undersøg overflader for ruhed og forurening.
Belægningskvalitet
Du kan forbedre glansen ved at fokusere på belægningskvaliteten. Bland malingen grundigt før påføring for at undgå ujævn glans. Undgå for meget pigment, fyldstof eller opløsningsmiddel i belægningen, da disse kan reducere glansen. Brug materialer af høj kvalitet og overvåg tykkelsen af overfladebelægningen. Ufuldstændig hærdning eller forkerte temperaturindstillinger i ovnen kan også føre til lav glans. Juster fortyndingen af malingen omhyggeligt, og sørg for, at hærdningsprocessen er fuldført. Yuqi Metal følger strenge proceskontroller for at levere ensartet glans og høj kvalitet.
Bland malingen godt inden påføring.
Overvåg belægningstykkelse og hærdningstemperatur.
Brug materialer af høj kvalitet og undgå over-fortynding.
Tjek for støv og sørg for korrekt finhed i belægningen.
Bemærk: Regelmæssige inspektioner og procesjusteringer hjælper dig med at forhindre lav glans og opretholde kvaliteten af dine farvebelagte aluminiumsspoler.
Delaminering og bølgethed
Defekt oversigt
Delaminering og bølgethed er to defekter, der kan påvirke ydeevnen og udseendet af farvebelagte aluminiumsspoler . Delaminering sker, når belægningen skaller af eller løfter sig fra metaloverfladen. Bølger, også kendt som oliekonserves, vises som knæk eller ujævne overflader på spolen. Disse problemer skyldes ofte forkert overfladeforberedelse, fugtindtrængning eller belastninger under fremstillingen. Du skal forstå årsagerne for at forhindre disse defekter og opretholde høj kvalitet.
Her er en tabel, der opsummerer hovedtyperne og årsagerne:
Defekt type |
Beskrivelse |
Årsager |
Coil Coating Delaminering |
Afskalning eller løft af maling eller belægningslaget fra metalunderlaget. |
Forkert rengøring eller overfladeforberedelse før belægning, Fugtindtrængning under opbevaring, Inkompatibelt belægningssystem. |
Olie Canning |
Bølger eller bøjninger i de flade overflader af metalpaneler. |
Spændinger fra fremstilling eller spoleskæring, Ujævn fastgørelsesafstand under installation, Termisk udvidelse og sammentrækning. |
Bemærk: Delaminering kan udsætte metallet for korrosion, mens bølgethed påvirker spolens fladhed og visuelle tiltrækningskraft.
Identifikation
Du kan identificere delaminering og bølger ved omhyggelig inspektion. Visuelle undersøgelser hjælper dig med at opdage overfladefejl som afskalning eller ujævnheder. Dimensionelle kontroller giver dig mulighed for at måle fysiske egenskaber og opdage uregelmæssigheder. Disse metoder sikrer, at du fanger problemer tidligt og undgår yderligere skade.
Inspektionsmetode |
Beskrivelse |
Visuelle undersøgelser |
Vigtigt til at identificere overfladedefekter som delaminering og bølger. |
Dimensionelle kontrol |
Hjælper med at måle de fysiske egenskaber for at opdage uregelmæssigheder. |
Tip: Undersøg altid spolerne under god belysning, og brug måleværktøjer til at bekræfte fladheden og belægningens integritet.
Forebyggelse
Vedhæftning
Du kan forhindre delaminering ved at fokusere på vedhæftning. Rengør aluminiumsoverfladen grundigt, inden belægningen påføres. Fjern olie, støv og fugt for at skabe en stærk binding. Vælg kompatible belægningssystemer og følg producentens retningslinjer. Yuqi Metal bruger avanceret forbehandling og streng proceskontrol for at sikre pålidelig vedhæftning. Regelmæssige inspektioner hjælper dig med at opdage tidlige tegn på delaminering og træffe korrigerende handlinger.
Rengør og tør overfladen inden påføring.
Brug kompatible belægningsmaterialer.
Undersøg for afskalning eller løft under rutinetjek.
Rullende parametre
Kontrol af rulleparametre er nøglen til at forhindre bølger. Overvåg spænding, hastighed og temperatur under rulleprocessen. Juster udstyrsindstillinger for at minimere stress og deformation. Yuqi Metal anbefaler rutinemæssig vedligeholdelse af udstyr og procesovervågning. Du bør tjekke for ujævne overflader og foretage justeringer efter behov. Korrekt rulning reducerer risikoen for bølger og holder spolen flad.
Overvåg spænding og hastighed under rulning.
Juster udstyret for at forhindre stress og deformation.
Undersøg for bølger efter hvert produktionstrin.
Billedtekst: Konsekvent proceskontrol og regelmæssige inspektioner hjælper dig med at undgå defekter og opretholde kvaliteten af dine farvebelagte aluminiumsspoler.
Forholdsregler for brug af farvebelagte aluminiumsspoler
Du kan forhindre defekter og bevare kvaliteten ved at følge de vigtigste forholdsregler for brug af farvebelagte aluminiumsspoler. Disse trin hjælper dig med at undgå problemer som armbrøst, spolesæt og midterspænde. Du beskytter din investering og sikrer pålidelig ydeevne i enhver applikation.
Håndtering
Korrekt håndtering er afgørende for at bevare integriteten af farvebelagte aluminiumsspoler. Du skal rense og behandle spolerne for at fjerne urenheder eller forurenende stoffer. Dette trin sikrer, at belægningen klæber godt og holder længere. Du kan bruge affedtende og deoxiderende metoder til at fjerne uønskede stoffer. Forbehandling af overfladen, såsom slibning eller børstning, skaber en glat finish fri for ridser eller buler. Kemisk forbehandling forbedrer bindingen mellem belægningen og aluminiumet.
Håndteringsprocedure |
Beskrivelse |
Rensning |
Affedtning og deoxidering fjerner forurenende stoffer, hvilket sikrer korrekt vedhæftning af belægningen. |
Forberedelse af overfladen |
Slibning, børstning eller slibning skaber en fejlfri overflade. |
Forbehandling |
Kemiske behandlinger eller ætsning forbedrer bindingen mellem belægning og aluminium. |
Du kan også vælge fugt- og saltbestandige belægninger, påføre ekstra lag til UV-beskyttelse og vælge materialer, der modstår kemisk korrosion. Disse forholdsregler for brug af farvebelagte aluminiumsspoler hjælper dig med at undgå almindelige problemer.
Tip: Håndter altid spolerne forsigtigt for at undgå ridser og buler. Brug korrekt løfteudstyr og undgå at stable spoler direkte.
Opbevaring
Du skal opbevare farvebelagte aluminiumsspoler under optimale forhold for at bevare kvaliteten. Indendørs opbevaring i et rent, tørt og godt ventileret lager er bedst. Lad spolerne akklimatisere sig før udpakning, især når du flytter fra kolde til varme omgivelser. Brug træpaller eller gummimåtter for at forhindre deformation. Tilstrækkelig luftstrøm omkring hver spole hjælper fugt med at fordampe. Hold den relative luftfugtighed under 50-60 % for at reducere risikoen for kondens og korrosion.
Opbevar spoler indendørs i et rent, tørt og godt ventileret lager.
Lad spolerne akklimatisere sig før udpakning.
Brug passende understøtninger for at forhindre deformation.
Sørg for luftstrøm omkring hver spole.
Hold luftfugtigheden under 50-60%.
Håndter spolerne forsigtigt for at undgå ridser.
Fjern den beskyttende emballagefilm kort før behandling.
Inspicer regelmæssigt for tegn på beskadigelse eller fugt.
Disse forholdsregler for brug af farvebelagte aluminiumsspoler sikrer, at du undgår opbevaringsrelaterede problemer og opretholder produktkvaliteten.
Kvalitetsinspektion
Du skal udføre en grundig inspektion for at opdage enhver defekt før forsendelse. Inspektion af belægningstykkelse bekræfter ensartethed. Farvekonsistenstjek sikrer, at finishen lever op til standarderne. Vedhæftningstest verificerer bindingen mellem belægning og aluminium. T-bøjning eller fleksibilitetstest vurderer holdbarheden. Inspektion af overfladedefekter, herunder visuel inspektion, hjælper dig med at opdage ridser, buler eller andre uregelmæssigheder.
Inspektion af belægningstykkelse
Kontrol af farvekonsistens
Adhæsionstest
T-bøjning eller fleksibilitetstest
Kontrol af overfladefejl
Bemærk: Regelmæssig inspektion og kvalitetssikring hjælper dig med at levere pålidelige farvebelagte aluminiumsspoler. Yuqi Metal tilbyder kundesupport og produkttilpasning for at imødekomme dine specifikke behov.
Ved at følge disse forholdsregler for brug af farvebelagte aluminiumsspoler, minimerer du fejl og opretholder høj kvalitet. Du kan stole på Yuqi Metal for ekspertvejledning og skræddersyede løsninger.
Du beskytter dine projekter, når du forebygger defekter og bevarer kvaliteten i farvebelagte aluminiumsspoler. Bedste praksis og omhyggelige forholdsregler hjælper dig med at undgå problemer og forbedre ydeevnen. Løbende træning og regelmæssige inspektioner holder dit team forberedt. Yuqi Metal støtter dig med certificerede produkter og pålidelig service.
Certificeringstype |
Detaljer |
ISO 9001 |
Ledelsessystem |
FAQ
Hvad bruges farvebelagte aluminiumsspoler til?
du bruger farvebelagte aluminiumsspoler i bygge-, bil-, emballage- og HVAC-industrien. Disse spoler giver både beskyttelse og dekoration til tage, vægge, lofter og andre overflader.
Hvordan identificerer man en overfladefejl på en aluminiumsspole?
Du inspicerer spolen under god belysning. Se efter ridser, buler eller farveændringer. Brug et glansmåler eller spektrofotometer for mere præcise kontroller.
Hvorfor opstår der farveforskelle i aluminiumsspoler?
Du kan se farveforskelle på grund af inkonsekvente råmaterialer, ujævn belægningstykkelse eller ændringer i procesbetingelser. Kontroller altid batchnumre og overvåg belægningsprocessen.
Hvordan skal du opbevare farvebelagte aluminiumsspoler?
Du opbevarer spoler indendørs i et rent, tørt og godt ventileret område. Brug paller eller gummimåtter. Hold luftfugtigheden under 60 %. Lad spolerne akklimatisere sig før udpakning.
Hvad er den bedste måde at forhindre dårlig vedhæftning?
Du renser og forbehandler aluminiumsoverfladen inden coating. Brug kompatible belægningssystemer. Overvåg temperatur og fugtighed under påføring for de bedste resultater.
Kan du tilpasse legeringen eller afslutte med Yuqi Metal?
Ja! Du kan vælge mellem forskellige legeringsserier, tykkelser, bredder og overfladefinisher. Yuqi Metal tilbyder tilpasning til at matche dine projektbehov.
Hvor ofte skal du efterse farvebelagte aluminiumsspoler?
Du bør inspicere spolerne før og efter opbevaring, under håndtering og før brug. Regelmæssige kontroller hjælper dig med at fange fejl tidligt og bevare kvaliteten.
Hvem kan du kontakte for teknisk support eller produktrådgivning?
Du kan kontakte Yuqi Metals kundesupportteam. De giver ekspertvejledning, teknisk information og hjælper med produktvalg.