![7 bežných chýb farebne potiahnutých hliníkových zvitkov a tipov, ako im predchádzať]()
Kvalita hrá zásadnú úlohu pri výkone farebne potiahnutých hliníkových zvitkov v odvetviach, ako je stavebníctvo, automobilový priemysel a obaly. Často sa stretávate s niekoľkými chybami, ktoré môžu ovplyvniť spoľahlivosť cievky. Medzi najčastejšie problémové oblasti patria:
Povrchové škrabance
Farebný rozdiel
Slabá priľnavosť
Pinholes
Okrajová vlna
Nízky lesk
Delaminácia a zvlnenie
Yuqi Metal používa opatrenia na zabezpečenie kvality a testovanie zabezpečenia kvality na poskytovanie prémiových zvitkov. Aby ste predišli chybám počas výroby a manipulácie, môžete postupovať podľa Preventívnych opatrení pri používaní farebne potiahnutých hliníkových cievok.
Kľúčové poznatky
Pri manipulácii a skladovaní môže dôjsť k poškriabaniu povrchu. Vždy manipulujte s cievkami opatrne, aby ste predišli poškodeniu.
Farebné rozdiely môžu ovplyvniť kvalitu produktu. Používajte konzistentné suroviny a pozorne sledujte proces poťahovania.
Zlá priľnavosť vedie k odlupovaniu a odlupovaniu. Zabezpečte správnu prípravu povrchu a použite kompatibilné nátery.
Dierky sú drobné defekty, ktoré môžu poškodiť povlak. Udržujte čisté výrobné prostredie, aby ste minimalizovali nečistoty.
Okrajová vlna ovplyvňuje použiteľnosť cievky. Ovládajte napätie počas výroby, aby ste udržali cievky ploché a zabránili deformácii.
Nízky lesk znižuje vizuálnu príťažlivosť. Povrchy dobre pripravte a sledujte kvalitu náteru, aby ste udržali lesk.
Delaminácia a zvlnenie môžu ovplyvniť výkon. Zamerajte sa na parametre priľnavosti a valcovania, aby ste týmto defektom zabránili.
Rozhodujúce sú pravidelné kontroly. Pred použitím skontrolujte cievky na chyby, aby ste zaistili vysokú kvalitu a spoľahlivosť.
Povrchové škrabance
![Povrchové škrabance]()
Prehľad defektov
Povrchové škrabance predstavujú jednu z najčastejších chýb, s ktorou sa môžete stretnúť farebne potiahnuté hliníkové cievky . Tieto škrabance sa môžu vyskytnúť v ktorejkoľvek fáze, od výroby až po manipuláciu a skladovanie. Často sú výsledkom kontaktu s vybavením, nesprávnym skladaním alebo neopatrným pohybom. Povrchové škrabance ovplyvňujú nielen vzhľad, ale môžu narušiť aj ochranný povlak, čo vedie k ďalším defektom kovového substrátu a možnej korózii. Tento problém musíte riešiť včas, aby ste si zachovali kvalitu a trvanlivosť svojej hliníkovej cievky.
Príčina |
Popis |
Trenie s vodidlami alebo zariadením |
K tomu dochádza počas spracovania, čo vedie k poškodeniu povrchu. |
Vychýlenie vrstiev počas žíhania |
Nesprávne zarovnanie môže spôsobiť škrabance pri odvíjaní. |
Nesprávna manipulácia pri dokončovaní |
Chyby pri manipulácii môžu spôsobiť škrabance počas balenia. |
Identifikácia
Povrchové škrabance môžete identifikovať vizuálnou kontrolou cievky, či neobsahuje čiary, značky alebo drážky, ktoré sa líšia od zamýšľanej povrchovej úpravy. Tieto škrabance sa môžu javiť ako plytké alebo hlboké stopy v závislosti od závažnosti poškodenia. Ak si všimnete podozrenie na chybu, skontrolujte nepravidelnosti v nátere alebo odkrytom kove. Škrabance často prebiehajú paralelne so smerom cievky, čo uľahčuje ich rozpoznanie pri rutinných kontrolách. Pravidelné kontroly vám pomôžu zachytiť chyby skôr, ako povedú k vážnejším problémom.
Prevencia
Manipulácia
Tip: Vždy zaobchádzajte s hliníkovými cievkami opatrne, aby ste predišli náhodnému poškodeniu.
Chyby môžete minimalizovať dodržiavaním osvedčených postupov počas skladovania a prepravy:
Pred balením sa uistite, že hliníkové cievky sú čisté a bez nečistôt alebo zvyškov, aby ste predišli oderu počas prepravy.
Cievky pevne zabaľte strečovou fóliou na ochranu pred prachom, vlhkosťou a inými faktormi prostredia.
Umiestnite zabalené zvitky na pevné, bezchybné palety pre rovnomerné rozloženie hmotnosti.
Použite chrániče rohov na paletovanom náklade, aby ste zabránili poškodeniu okrajov zvitkov počas manipulácie a prepravy.
Stočený pásik uchovávajte v pôvodnom obale, kým ho nebudete potrebovať.
Uistite sa, že cievky sú pevne previazané, ak ich skladujete vedľa seba, aby ste predišli poškriabaniu.
Skladujte na vyhrievanom mieste s kontrolovanou vlhkosťou, aby ste minimalizovali riziko škvŕn vodou.
Yuqi Metal odporúča skladovať cievky v čistom a suchom prostredí a používať správne zdvíhacie zariadenia. Mali by ste sa vyhnúť stohovaniu cievok priamo na seba. Pravidelné kontroly vám pomôžu včas odhaliť chyby a udržať kvalitu cievky.
Starostlivosť o vybavenie
Správna údržba zariadenia zohráva kľúčovú úlohu pri predchádzaní poškriabaniu povrchu. Skontrolujte vodiace lišty, valčeky a dopravníky, či nemajú opotrebované alebo ostré hrany. Poškodené diely ihneď vymeňte, aby ste predišli poškriabaniu počas spracovania. Správne zarovnajte vrstvy počas žíhania, aby ste zabránili nesprávnemu vyrovnaniu a znížili riziko poškodenia. Yuqi Metal dodržiava prísne normy kvality a rutinné kontroly zariadení, aby sa zabezpečilo, že cievky zostanú bez chýb. Môžete použiť podobné postupy na ochranu vašich cievok a predĺženie ich životnosti.
Farebný rozdiel
![Farebný rozdiel]()
Prehľad defektov
Farebný rozdiel je bežná chyba, ktorú si môžete všimnúť pri farebne potiahnutých hliníkových cievkach. Tento problém sa vyskytuje, keď sa farba povlaku javí ako nerovnomerná alebo nekonzistentná na povrchu cievky. Tento problém môžete vidieť ako škvrny, pruhy alebo posuny v tieni. Farebný rozdiel môže ovplyvniť vizuálnu príťažlivosť a vnímanú kvalitu vášho hotového produktu. Často je výsledkom variácií surovín, nekonzistentnej hrúbky povlaku alebo zmien v podmienkach procesu. Ak nebudete riešiť farebné rozdiely, môže to viesť k sťažnostiam zákazníkov a znížiť hodnotu vášho produktu.
Identifikácia
Farebný rozdiel môžete identifikovať porovnaním povrchu cievky pri konzistentnom osvetlení. Hľadajte oblasti, kde sa farba javí svetlejšia, tmavšia alebo odlišná od štandardu. Môžete tiež použiť priemyselné štandardy a nástroje na meranie a potvrdenie konzistencie farieb. Nasledujúca tabuľka uvádza niektoré z najpoužívanejších štandardov na identifikáciu farebných rozdielov a súvisiacich defektov vo farebne potiahnutých hliníkových zvitkoch:
Štandardné |
Popis |
ECCA T3 |
Rozsah farieb pre farebne potiahnuté hliníkové cievky |
ECCA T2 |
Špecifikácie stupňa lesku |
ECCA T1 |
Požiadavky na hrúbku povlaku |
ECCA T4 |
Normy tvrdosti ceruzky |
ASTM D3359 |
Metóda testovania priľnavosti |
ASTM D2794 |
Metóda testovania odolnosti proti nárazu |
GB/T17748 |
Metóda skúšania odolnosti voči varu |
ASTM D2248 |
Metóda testovania odolnosti voči rozpúšťadlám |
ASTM D1308 |
Metóda testovania odolnosti voči kyslosti |
Ak nájdete podozrivú chybu, porovnajte cievku s referenčnou vzorkou alebo použite spektrofotometer na presné meranie.
Preventívne opatrenia pri používaní farebne potiahnutých hliníkových cievok
Materiálová konzistencia
Farebným rozdielom môžete zabrániť výberom konzistentných surovín. Vždy, keď je to možné, vyberte hliníkové zvitky z rovnakej šarže a dodávateľa. Yuqi Metal ponúka širokú škálu typov zliatin a povrchových úprav, čo vám pomáha minimalizovať farebné variácie. Použitím cievok s podobným chemickým zložením a povrchovou úpravou znižujete riziko nesúladu farieb. Pred začatím výroby vždy skontrolujte číslo šarže a typ povrchovej úpravy.
Riadenie procesov
Riadenie procesu hrá kľúčovú úlohu pri predchádzaní farebným rozdielom. Mali by ste sledovať každý krok procesu lakovania. Inline systémy na meranie farieb dokážu vyhodnotiť kvalitu farieb v celej cievke. Inline spektrofotometer ERX145 meria farbu na horúcich povrchoch a zohľadňuje zmeny teploty. Spätná väzba v reálnom čase vám umožňuje vykonávať okamžité úpravy a udržiavať konzistenciu farieb.
Na ďalšie zníženie chýb venujte pozornosť týmto procesným faktorom:
Hrúbka anodického povlaku
Typ procesu eloxovania (ako je 2-kroková alebo integrálna farba)
Typ roztoku a koncentrácia
Teplota roztoku
Typ použitého leptu
Čas strávený v každom kroku procesu
Veľkosť nákladu a spôsob uloženia
Zmena hustoty prúdu
Tip: Pravidelne kalibrujte svoje meracie nástroje a veďte podrobné záznamy o procesných parametroch. To vám pomôže rýchlo sledovať a opraviť akýkoľvek farebný rozdiel.
Dodržiavaním týchto opatrení si môžete zachovať vysokú kvalitu a vyhnúť sa defektom kovového substrátu spôsobeným farebnou nekonzistenciou vo vašich farebne potiahnutých hliníkových zvitkoch.
Slabá priľnavosť
Prehľad defektov
Zlá priľnavosť sa prejavuje ako kritická chyba pri farebne potiahnutých hliníkových zvitkoch. Môžete si všimnúť, že povlak sa nedokáže správne spojiť s hliníkovým povrchom. Tento problém môže viesť k odlupovaniu, odlupovaniu alebo tvorbe pľuzgierov. Keď sa povlak oddelí, cievka sa stane náchylnou na poškodenie životného prostredia. Zlá priľnavosť je často výsledkom nesprávnej prípravy povrchu, kontaminácie alebo nesprávnych metód aplikácie. Túto chybu musíte vyriešiť, aby ste zachovali kvalitu a trvanlivosť vášho produktu. Ak ignorujete zlú priľnavosť, riskujete vystavenie cievky korózii a iným defektom kovového substrátu.
Identifikácia
Zlú priľnavosť môžete identifikovať tak, že skontrolujete cievku, či nejaví známky odlupovania alebo odlupovania. Na kontrolu priľnavosti filmu použite jednoduchý test pásky. Na natretý povrch naneste lepiacu pásku a prudko ju stiahnite. Ak sa povlak nadvihne alebo praskne, máte jasný náznak chybného kovu. Hľadajte bubliny, pľuzgiere alebo oblasti, kde sa povlak javí ako uvoľnený. Tieto defekty signalizujú, že spojenie medzi povlakom a hliníkom je slabé. Pravidelná kontrola vám pomôže včas zachytiť túto chybu a zabrániť ďalšiemu poškodeniu.
Tip: Pred použitím farebne potiahnutých hliníkových zvitkov vo svojom projekte vždy skontrolujte, či na nich nie sú viditeľné známky oddelenia alebo pľuzgierov.
Prevencia
Predúprava
Zlej priľnavosti predídete starostlivou prípravou hliníkového povrchu. Čistý a hladký povrch je nevyhnutný pre priľnavosť náteru. Skontrolujte, či na povrchu nie sú chyby, ako sú škrabance, jamky alebo zvyšky oleja. Odstráňte všetky nečistoty pomocou vhodných čistiacich metód. Mnoho výrobcov teraz používa kompozície na predbežnú úpravu bez obsahu chrómanov a fosfátov. Tieto možnosti šetrné k životnému prostrediu poskytujú odolnosť proti korózii ekvivalentnú tradičným náterom. Výberom týchto pokročilých predúprav chránite cievku aj životné prostredie.
Pred nanesením akéhokoľvek náteru hliník dôkladne očistite.
Skontrolujte chyby a opravte všetky škrabance alebo jamky.
Pre lepšiu odolnosť proti korózii použite predbežnú úpravu bez obsahu chrómu alebo fosfátu.
Proces poťahovania
Proces poťahovania hrá hlavnú úlohu pri predchádzaní zlej priľnavosti. Náter musíte naniesť rovnomerne a v správnej hrúbke. Počas aplikácie sledujte teplotu a vlhkosť. Tieto faktory ovplyvňujú, ako dobre sa povlak spája s hliníkom. Používajte vysokokvalitné farby a dodržiavajte pokyny výrobcu. Yuqi Metal odporúča pravidelné kontroly procesu, aby sa zabezpečili konzistentné výsledky. Mali by ste tiež kalibrovať svoje zariadenie a udržiavať správnu rýchlosť aplikácie.
Náter nanášajte v kontrolovanom prostredí.
Skontrolujte hrúbku a rovnomernosť náterovej vrstvy.
Používajte spoľahlivé vybavenie a pozorne sledujte parametre procesu.
Poznámka: Dôsledná kontrola procesu a príprava povrchu vám pomôžu vyhnúť sa chybám a zachovať vysokú kvalitu farebne potiahnutých hliníkových zvitkov.
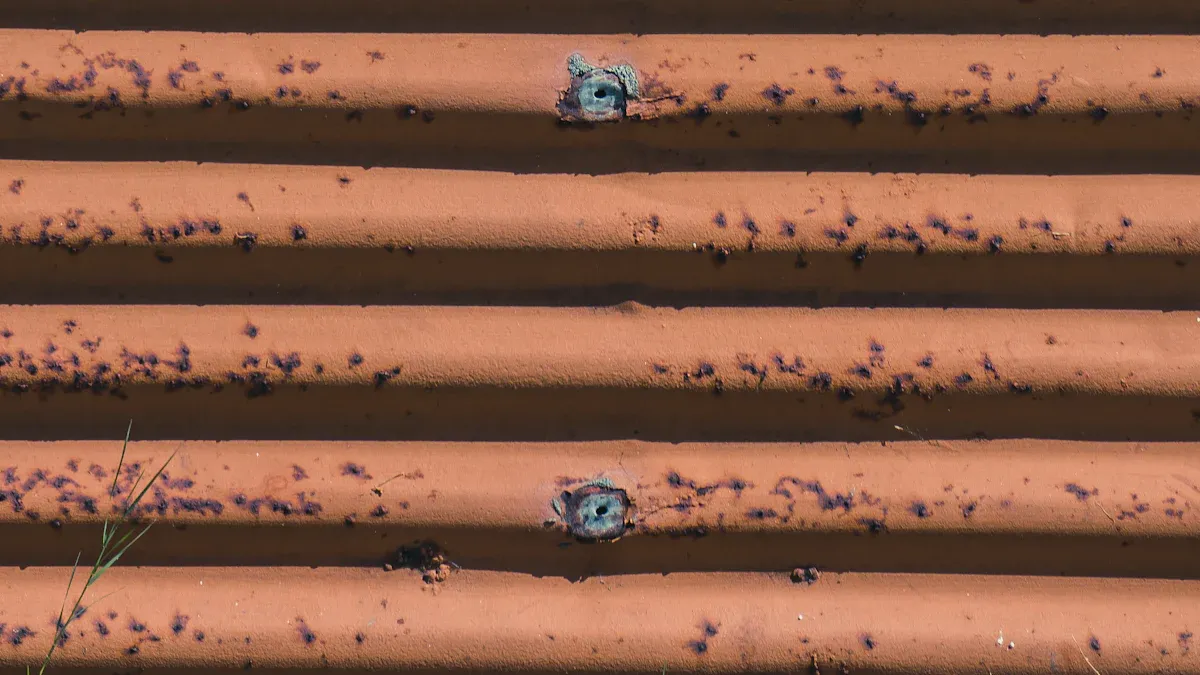
Pinholes
Prehľad defektov
Dierky sú drobné póry, ktoré sa môžu objaviť na povrchu farebne potiahnuté hliníkové cievky . Môžete si všimnúť, že tieto malé otvory majú priemer od 5 μm do 50 μm. Dierky často vznikajú v dôsledku nečistôt v surovom hliníku, nezrovnalostí počas procesu valcovania alebo mechanického poškodenia, ku ktorému dochádza počas výroby. Tieto defekty môžu narušiť ochrannú bariéru povlaku, čo umožní vlhkosti alebo kontaminantom dostať sa k podkladovému kovu. V citlivých aplikáciách, ako sú farmaceutické obaly, môže dokonca aj jediná dierka väčšia ako 20 μm preniknúť kontaminantom, čo zdôrazňuje dôležitosť predchádzania tejto chybe.
Tu je súhrn hlavných príčin tvorby dierky:
Príčina tvorby dierky |
Popis |
Nečistoty v surovom hliníku |
Exogénne a endogénne nečistoty, ako je borid titaničitý a silikáty, významne prispievajú k tvorbe dierok. |
Nezrovnalosti počas rolovania |
Odchýlky v procese valcovania môžu viesť k defektom, vrátane malých dierok. |
Mechanické poškodenie |
Poškodenie počas výrobných procesov môže spôsobiť dierky v konečnom produkte. |
Mali by ste pochopiť, že veľkosti a tvary dierky sa líšia v závislosti od typu prítomných nečistôt. Mechanické vlastnosti týchto nečistôt tiež ovplyvňujú to, ako sa vytvárajú dierky. Keď vidíte dierky, pozeráte sa na znak chybného kovu, ktorý môže ovplyvniť celkovú kvalitu vášho hotového výrobku.
Identifikácia
Dierky môžete zistiť vizuálnou kontrolou povrchu cievky pri správnom osvetlení. Hľadajte drobné póry alebo dierky, ktoré porušujú hladkosť povlaku. Priemyselné normy odporúčajú pre vysokokvalitné cievky maximálne tri dierky na meter štvorcový. Pre presnejšiu detekciu môžete použiť pokročilé metódy, ako je laserové skenovanie, automatizovaná optická kontrola (AOI) alebo 3D profilometria povrchu. Tieto technológie umožňujú detailne merať povrchové variácie a identifikovať aj tie najmenšie chyby.
Detekčná metóda |
Popis |
Normy vizuálnej kontroly |
Normy na identifikáciu povrchových defektov. |
Maximálne prípustné chyby |
≤3 dierky na m². |
Pokročilé metódy detekcie |
Zahŕňa laserové skenovanie a automatizovanú optickú kontrolu. |
Laserové skenovanie |
Presnosť ±0,01 mm. |
Automatická optická kontrola (AOI) |
Pokročilá technológia na detekciu defektov. |
3D profilometria povrchu |
Detailne meria odchýlky povrchu. |
Tip: Pravidelné kontroly pomocou vizuálnych aj automatizovaných metód vám pomôžu udržať vysokú kvalitu a zabrániť tomu, aby sa chybné cievky dostali k vašim zákazníkom.
Prevencia
Aplikačná technika
Malé dierky môžete zredukovať tak, že sa počas procesu nanášania zameriate na správne aplikačné techniky. Začnite tým, že sa pred valcovaním ubezpečíte, že hliníková kvapalina je dobre vyčistená a prefiltrovaná. Týmto krokom sa odstránia nečistoty, ktoré môžu spôsobiť chyby. Používajte vysokokvalitné oleje na valcovanie a nainštalujte filtračný systém, aby sa minimalizovala kontaminácia prachom. Upravte podmienky valcovania zvýšením sily valcovania a znížením napätia. Tieto zmeny pomáhajú vytvoriť hladší povrch a menej dier.
Pred spracovaním vyčistite a prefiltrujte hliníkovú kvapalinu.
Používajte vysokokvalitné oleje na valcovanie a udržiavajte čisté zariadenia.
Nastavte si odvaľovaciu silu a napätie pre optimálne výsledky.
Kontrola životného prostredia
Pri prevencii malých dierok zohrávajú úlohu aj faktory prostredia. Udržujte výrobný priestor čistý a kontrolujte úroveň prachu. Počas procesu nanášania udržujte stabilnú teplotu a vlhkosť. Tieto kroky vám pomôžu vyhnúť sa zavedeniu nových defektov a zabezpečiť, aby náter vytvoril súvislú ochrannú vrstvu.
Pravidelne čistite výrobné prostredie.
Monitorujte a kontrolujte teplotu a vlhkosť.
Po nátere skladujte zvitky na bezprašnom a suchom mieste.
Dodržiavaním týchto osvedčených postupov môžete minimalizovať dierky a zachovať kvalitu svojich farebne potiahnutých hliníkových cievok.
Okrajová vlna
Prehľad defektov
Okrajová vlna je chyba, s ktorou sa môžete stretnúť pri výrobe farebne potiahnuté hliníkové cievky . Táto chyba sa prejavuje ako zvlnenie alebo zvlnené vzory pozdĺž okrajov cievky. Okrajová vlna môže ovplyvniť rovinnosť a použiteľnosť cievky. Tento problém môžete vidieť, keď cievka neleží naplocho alebo keď okraje stúpajú nad stred. Okrajová vlna je často výsledkom nerovnomernej deformácie počas valcovania alebo nesprávnej regulácie napätia. Okrajovú vlnu musíte riešiť včas, aby ste zachovali kvalitu vášho hotového produktu a predišli ďalším chybám, ako je odklon cievky, sada cievok, kuša alebo stredová pracka.
Identifikácia
Okrajovú vlnu môžete identifikovať tak, že skontrolujete cievku, či neobsahuje viditeľné vlny alebo vlnky pozdĺž okrajov. Umiestnite cievku na rovný povrch a sledujte profil. Ak sú okraje zakrivené nahor alebo nadol v porovnaní so stredom, zistili ste vlnenie okrajov. Môžete si tiež všimnúť, že cievka nepasuje správne do automatizovaného spracovateľského zariadenia. Okrajová vlna môže spôsobiť problémy pri rezaní, rezaní alebo ďalších aplikáciách povlaku. Pravidelná kontrola vám pomôže zachytiť túto chybu skôr, ako zasiahne vašu výrobnú linku.
Tip: Na kontrolu okrajovej vlny použite pravítko alebo merací nástroj. Porovnajte výšku okraja s výškou stredu, aby ste potvrdili prítomnosť tohto defektu.
Prevencia
Napätie cievky
Okrajovú vlnu môžete minimalizovať riadením napätia cievky počas výroby. Správne napnutie zaisťuje, že cievka zostane plochá a zabráni deformácii. Upravte nastavenia napnutia na vašom rolovacom a navíjacom zariadení. Počas celého procesu monitorujte úrovne napätia. Ak spozorujete zmeny v napätí, okamžite vykonajte úpravy. Vyrovnávanie napätia alebo valcovanie môže pomôcť vyrovnať a narovnať zvlnené cievky. Tieto nápravné opatrenia zlepšujú kvalitu cievky a znižujú chyby.
Proces valcovania
Optimalizácia procesu valcovania je nevyhnutná na zabránenie okrajovej vlne. Zamerajte sa na tieto stratégie:
Nastavte medzeru medzi valcami, rýchlosť valcovania a teplotu, aby ste minimalizovali nerovnomernú deformáciu.
Pás správne zarovnajte a podoprite, aby ste zabránili okrajovým vlnám a iným javom deformácie.
Implementujte nápravné opatrenia, ako je vyrovnávanie napätia alebo valcovanie za studena na vyrovnanie a vyrovnanie zvitkov.
Mali by ste tiež skontrolovať ďalšie súvisiace chyby, ako je odklon cievky, sada cievok, kuša a stredová pracka. Tieto problémy sa často vyskytujú spolu s okrajovou vlnou a môžu ovplyvniť výkon povlaku. Yuqi Metal odporúča rutinné kontroly procesov a údržbu zariadení, aby sa zabezpečili konzistentné výsledky. Dodržiavaním týchto osvedčených postupov si zachováte vysokú kvalitu a znížite riziko zvlnenia okrajov vo vašich farebne potiahnutých hliníkových zvitkoch.
Nízky lesk
Prehľad defektov
Nízky lesk je chyba, ktorá ovplyvňuje vzhľad a výkon farebne potiahnutých hliníkových zvitkov. Môžete si všimnúť, že povrch vyzerá matne alebo mu chýba lesk. Tento problém môže znížiť vizuálnu príťažlivosť vašich hotových výrobkov. Nízky lesk často signalizuje problémy s procesom náteru alebo prípravou povrchu. Keď úroveň lesku klesne, riskujete stratu estetickej hodnoty a ochranných výhod cievky. Mnoho priemyselných odvetví vyžaduje vysoký lesk pre architektonické a dekoratívne aplikácie, takže udržiavanie správneho lesku je nevyhnutné.
Identifikácia
Nízky lesk môžete identifikovať porovnaním povrchu cievky s referenčnou vzorkou pri konzistentnom osvetlení. Na presné meranie úrovní lesku použite merač lesku. Tolerancia pre meranie lesku je ±5, čo vám pomôže odhaliť aj malé zmeny. Priemyselné štandardy vás vedú pri hodnotení úrovní lesku pre hliníkové zvitky s farebným povlakom. Nasledujúca tabuľka sumarizuje hlavné používané normy:
Aspekt |
Podrobnosti |
Meranie lesku |
Merané meračom lesku (tolerancia ±5) |
Normy |
ASTM-B-209M, BS EN 485-2, GB/T3880-2008 |
Ak vidíte matný povrch alebo nerovnomerný lesk, pravdepodobne ste našli chybu. Pravidelné kontroly vám pomôžu zachovať konzistentný lesk a vyhnúť sa chybám, ktoré ovplyvňujú kvalitu produktu.
Tip: Vždy zmerajte úrovne lesku po procese nanášania, aby ste sa uistili, že vaše zvitky spĺňajú priemyselné požiadavky.
Prevencia
Príprava povrchu
Správna príprava povrchu vám pomôže zabrániť nízkemu lesku. Pred aplikáciou náteru dôkladne očistite hliníkový podklad. Odstráňte olej, vlhkosť a prach, aby ste vytvorili hladký základ. Drsné povrchy alebo nečistoty môžu brániť lesku a spôsobiť chyby. Mali by ste skontrolovať, či na podklade nie sú škrabance alebo jamky a podľa potreby ich opraviť. Yuqi Metal odporúča používať pokročilé metódy čistenia na dosiahnutie bezchybného povrchu. Dôsledná príprava zaisťuje, že náter dobre priľne a dodá požadovaný lesk.
Očistite podklad, aby ste odstránili olej a prach.
Pred náterom opravte škrabance alebo jamky.
Skontrolujte povrchy na drsnosť a nečistoty.
Kvalita náteru
Lesk môžete zlepšiť zameraním sa na kvalitu náteru. Farbu pred aplikáciou dôkladne premiešajte, aby ste predišli nerovnomernému lesku. Vyhnite sa nadmernému obsahu pigmentu, plniva alebo rozpúšťadla v nátere, pretože môžu znížiť lesk. Používajte vysokokvalitné materiály a sledujte hrúbku povrchovej úpravy. Neúplné vytvrdnutie alebo nesprávne nastavenie teploty v peci môže tiež viesť k nízkemu lesku. Opatrne upravte riedenie farby a uistite sa, že proces vytvrdzovania je dokončený. Yuqi Metal sa riadi prísnymi procesnými kontrolami, aby poskytoval konzistentný lesk a vysokú kvalitu.
Farbu pred aplikáciou dobre premiešajte.
Sledujte hrúbku náteru a teplotu vytvrdzovania.
Používajte vysokokvalitné materiály a vyhýbajte sa nadmernému riedeniu.
Skontrolujte prítomnosť prachu a zabezpečte správnu jemnosť náteru.
Poznámka: Pravidelné kontroly a úpravy procesov vám pomôžu zabrániť nízkemu lesku a zachovať kvalitu vašich farebne potiahnutých hliníkových zvitkov.
Delaminácia a zvlnenie
Prehľad defektov
Delaminácia a zvlnenie sú dve chyby, ktoré môžu ovplyvniť výkon a vzhľad farebne potiahnuté hliníkové cievky . K delaminácii dochádza, keď sa povlak odlupuje alebo zdvihne z kovového povrchu. Zvlnenie, tiež známe ako konzervovanie oleja, sa prejavuje ako vybočenie alebo nerovné povrchy na cievke. Tieto problémy často vyplývajú z nesprávnej prípravy povrchu, prenikania vlhkosti alebo namáhania počas výroby. Aby ste predišli týmto defektom a zachovali vysokú kvalitu, musíte pochopiť príčiny.
Tu je tabuľka, ktorá sumarizuje hlavné typy a príčiny:
Typ defektu |
Popis |
Príčiny |
Delaminácia povlaku cievky |
Odlupovanie alebo zdvíhanie farby alebo náterovej vrstvy z kovového podkladu. |
Nesprávne čistenie alebo príprava povrchu pred náterom, Vniknutie vlhkosti počas skladovania, Nekompatibilný náterový systém. |
Konzervovanie oleja |
Zvlnenie alebo vybočenie na rovných povrchoch kovových panelov. |
Napätie spôsobené výrobou alebo prerezávaním zvitkov, nerovnomerné rozmiestnenie upevňovacích prvkov počas inštalácie, tepelná rozťažnosť a kontrakcia. |
Poznámka: Delaminácia môže vystaviť kov korózii, zatiaľ čo zvlnenie ovplyvňuje rovinnosť a vizuálnu príťažlivosť cievky.
Identifikácia
Dôkladnou kontrolou môžete identifikovať delamináciu a zvlnenie. Vizuálne vyšetrenia vám pomôžu odhaliť povrchové chyby, ako je odlupovanie alebo nerovnosti. Rozmerové kontroly vám umožňujú merať fyzikálne vlastnosti a odhaliť nezrovnalosti. Tieto metódy zaistia včasné zachytenie problémov a vyhnete sa ďalším škodám.
Metóda kontroly |
Popis |
Vizuálne vyšetrenia |
Nevyhnutné pre identifikáciu povrchových defektov, ako je delaminácia a zvlnenie. |
Rozmerové kontroly |
Pomáha pri meraní fyzikálnych vlastností na zistenie nezrovnalostí. |
Tip: Vždy kontrolujte cievky pri dobrom osvetlení a použite meracie nástroje na potvrdenie rovinnosti a integrity povlaku.
Prevencia
Priľnavosť
Delaminácii môžete zabrániť zameraním sa na priľnavosť. Pred nanesením náteru dôkladne očistite hliníkový povrch. Odstráňte olej, prach a vlhkosť, aby ste vytvorili pevné spojenie. Vyberte si kompatibilné náterové systémy a postupujte podľa pokynov výrobcu. Yuqi Metal využíva pokročilú predúpravu a prísne kontroly procesu na zabezpečenie spoľahlivej priľnavosti. Pravidelné kontroly vám pomôžu odhaliť skoré príznaky delaminácie a prijať nápravné opatrenia.
Pred náterom očistite a vysušte povrch.
Používajte kompatibilné náterové hmoty.
Počas rutinných kontrol skontrolujte, či sa neodlupujú alebo nedvíhajú.
Rolovacie parametre
Kontrola parametrov rolovania je kľúčom k zabráneniu vlnitosti. Monitorujte napätie, rýchlosť a teplotu počas procesu valcovania. Upravte nastavenia zariadenia, aby ste minimalizovali napätie a deformáciu. Yuqi Metal odporúča rutinnú údržbu zariadení a monitorovanie procesov. Mali by ste skontrolovať nerovné povrchy a podľa potreby vykonať úpravy. Správne valcovanie znižuje riziko zvlnenia a udržuje cievku plochú.
Monitorujte napätie a rýchlosť počas valcovania.
Upravte zariadenie, aby ste zabránili namáhaniu a deformácii.
Po každej výrobnej fáze skontrolujte zvlnenie.
Popis: Dôsledná kontrola procesu a pravidelné kontroly vám pomôžu vyhnúť sa chybám a zachovať kvalitu vašich farebne potiahnutých hliníkových zvitkov.
Preventívne opatrenia pri používaní farebne potiahnutých hliníkových cievok
Môžete zabrániť chybám a zachovať kvalitu dodržiavaním kľúčových opatrení pre používanie farebne potiahnutých hliníkových cievok. Tieto kroky vám pomôžu vyhnúť sa problémom, ako je kuša, sada cievok a stredová pracka. Chránite svoju investíciu a zaisťujete spoľahlivý výkon v každej aplikácii.
Manipulácia
Správna manipulácia je nevyhnutná pre zachovanie integrity farebne potiahnutých hliníkových zvitkov. Cievky musíte vyčistiť a ošetriť, aby ste odstránili nečistoty alebo nečistoty. Tento krok zaisťuje, že náter dobre priľne a vydrží dlhšie. Na odstránenie nežiaducich látok môžete použiť odmasťovacie a dezoxidačné metódy. Príprava povrchu, ako je brúsenie alebo kefovanie, vytvára hladký povrch bez škrabancov alebo preliačin. Chemická predúprava zlepšuje väzbu medzi povlakom a hliníkom.
Postup pri manipulácii |
Popis |
Upratovanie |
Odmasťovanie a deoxidácia odstraňujú nečistoty a zabezpečujú správnu priľnavosť náteru. |
Príprava povrchu |
Brúsenie, kefovanie alebo brúsenie vytvára povrch bez defektov. |
Predúprava |
Chemické úpravy alebo leptanie zlepšujú väzbu medzi povlakom a hliníkom. |
Môžete si tiež vybrať nátery odolné voči vlhkosti a soli, použiť ďalšie vrstvy na ochranu proti UV žiareniu a vybrať materiály, ktoré odolávajú chemickej korózii. Tieto preventívne opatrenia pri používaní farebne potiahnutých hliníkových cievok vám pomôžu vyhnúť sa bežným problémom.
Tip: S cievkami zaobchádzajte vždy opatrne, aby ste predišli poškriabaniu a preliačinám. Používajte správne zdvíhacie zariadenie a vyhýbajte sa priamemu stohovaniu cievok.
Skladovanie
Farebne potiahnuté hliníkové cievky musíte skladovať v optimálnych podmienkach, aby sa zachovala kvalita. Najlepšie je vnútorné skladovanie v čistom, suchom a dobre vetranom sklade. Pred vybalením nechajte cievky aklimatizovať, najmä pri prechode z chladného do teplého prostredia. Aby ste zabránili deformácii, použite drevené palety alebo gumené podložky. Adekvátne prúdenie vzduchu okolo každej cievky pomáha odparovaniu vlhkosti. Udržujte relatívnu vlhkosť pod 50–60 %, aby ste znížili riziko kondenzácie a korózie.
Cievky skladujte vo vnútri v čistom, suchom a dobre vetranom sklade.
Pred vybalením nechajte cievky aklimatizovať.
Používajte správne podpery, aby ste zabránili deformácii.
Zabezpečte prúdenie vzduchu okolo každej cievky.
Udržujte vlhkosť pod 50-60%.
S cievkami zaobchádzajte opatrne, aby ste predišli poškriabaniu.
Krátko pred spracovaním odstráňte ochrannú obalovú fóliu.
Pravidelne kontrolujte známky poškodenia alebo vlhkosti.
Tieto preventívne opatrenia pri používaní farebne potiahnutých hliníkových cievok zaisťujú, že sa vyhnete problémom súvisiacim so skladovaním a udržíte kvalitu produktu.
Kontrola kvality
Pred odoslaním musíte vykonať dôkladnú kontrolu, aby ste zistili akúkoľvek chybu. Kontrola hrúbky povlaku potvrdzuje rovnomernosť. Kontroly konzistencie farieb zabezpečujú, že povrchová úprava spĺňa normy. Testovanie priľnavosti overuje väzbu medzi povlakom a hliníkom. T-ohyb alebo testy pružnosti hodnotia životnosť. Kontrola povrchových defektov vrátane vizuálnej kontroly vám pomôže odhaliť škrabance, preliačiny alebo iné nepravidelnosti.
Kontrola hrúbky povlaku
Kontrola konzistencie farieb
Testovanie adhézie
T-ohyb alebo testy pružnosti
Kontrola povrchových defektov
Poznámka: Pravidelná kontrola a opatrenia na zabezpečenie kvality vám pomôžu dodať spoľahlivé hliníkové cievky s farebným povlakom. Yuqi Metal ponúka zákaznícku podporu a prispôsobenie produktov tak, aby vyhovovali vašim špecifickým potrebám.
Dodržiavaním týchto opatrení pre používanie hliníkových cievok s farebným povlakom minimalizujete chyby a zachovávate vysokú kvalitu. Môžete sa spoľahnúť na spoločnosť Yuqi Metal, ktorá vám poskytne odborné poradenstvo a riešenia na mieru.
Chránite svoje projekty, keď predchádzate defektom a zachovávate kvalitu farebne potiahnutých hliníkových zvitkov. Osvedčené postupy a starostlivé opatrenia vám pomôžu vyhnúť sa problémom a zlepšiť výkon. Neustále školenia a pravidelné kontroly udržujú váš tím pripravený. Yuqi Metal vás podporuje certifikovanými produktmi a spoľahlivými službami.
Typ certifikácie |
Podrobnosti |
ISO 9001 |
Systém riadenia |
FAQ
Na čo sa používajú farebne potiahnuté hliníkové cievky?
Používate farebne potiahnuté hliníkové cievky v stavebníctve, automobilovom priemysle, obalovom priemysle a HVAC priemysle. Tieto cievky poskytujú ochranu aj dekoráciu striech, stien, stropov a iných povrchov.
Ako identifikujete povrchovú chybu na hliníkovej cievke?
Cievku kontrolujete pri dobrom osvetlení. Hľadajte škrabance, priehlbiny alebo zmeny farby. Na presnejšie kontroly použite merač lesku alebo spektrofotometer.
Prečo dochádza k farebným rozdielom v hliníkových cievkach?
Môžete vidieť farebný rozdiel v dôsledku nekonzistentných surovín, nerovnomernej hrúbky náteru alebo zmien v podmienkach procesu. Vždy skontrolujte čísla šarží a sledujte proces lakovania.
Ako by ste mali skladovať farebne potiahnuté hliníkové cievky?
Cievky skladujete vo vnútri na čistom, suchom a dobre vetranom mieste. Použite palety alebo gumené podložky. Udržujte vlhkosť pod 60%. Pred vybalením nechajte cievky aklimatizovať.
Aký je najlepší spôsob, ako zabrániť zlej priľnavosti?
Hliníkový povrch pred náterom očistíte a predošetríte. Používajte kompatibilné náterové systémy. Pre dosiahnutie najlepších výsledkov monitorujte teplotu a vlhkosť počas aplikácie.
Môžete prispôsobiť zliatinu alebo povrchovú úpravu pomocou Yuqi Metal?
Áno! Môžete si vybrať z rôznych sérií zliatin, hrúbok, šírok a povrchových úprav. Yuqi Metal ponúka prispôsobenie podľa potrieb vášho projektu.
Ako často by ste mali kontrolovať farebne potiahnuté hliníkové cievky?
Cievky by ste mali skontrolovať pred a po uskladnení, počas manipulácie a pred použitím. Pravidelné kontroly vám pomôžu včas zachytiť chyby a udržať kvalitu.
Na koho sa môžete obrátiť so žiadosťou o technickú podporu alebo radu o produkte?
Môžete kontaktovať tím zákazníckej podpory Yuqi Metal. Poskytujú odborné poradenstvo, technické informácie a pomáhajú pri výbere produktov.